美国联合技术公司(UTC)航空系统部门是专业设计、制造、集成、修复和翻修燃气涡轮发动机燃油输送零件的公司。喷气发动机需要在高温度下运行,才能使燃料转化的能量最大化。因此,燃烧部件需要经受极其恶劣的环境,在高温以及高振动和高压力下运行。为了能够抵抗这种环境,燃烧部件需要高度工程化,并且使用高强度合金材料,通常情况下是镍或钴基合金。由于恶劣的工作环境,燃烧部件会受到不同程度的磨损和微动损伤。
燃油喷嘴是罗尔斯.罗伊(Rolls-Royce)501K引擎中容易受到磨损的一个组件,该引擎被用来为美国海军驱逐舰提供动力。其外部的空气导风槽与圆形旋流器的接口处会受到大量的磨损 。典型的维修过程包括卸下磨损的零件、进行更换、焊接或钎焊上替换的零件、重做热循环的无损检测(NDT)以及重新认证。这个过程需要几周时间,而且价格非常昂贵。
美国国家科学研究委员会(NRC)通过其位于伦敦、加拿大安大略省分部的研究已开发出一种独特的激光熔覆/熔凝技术,可以让复杂的网状功能零件实现从CAD设计到直接生产的环节,从而减少生产周期、材料的浪费和模具成本。
-–实验信息
L-605(Haynes 25)合金是钴基合金,具有良好的抗氧化和耐腐蚀性能,以及在高温下的高强度性质。L-605在很多喷气发动机的零件中得到很好的应用。其中包括涡轮叶片、燃烧室、加力燃烧室部件和涡轮环。气体雾化L 605合金粉末的球形大小为15到45微米,可以用于激光熔覆修复。
在这里,使用耦合了光纤加工头的Lasag Nd:YAG激光器来进行L-605的激光熔覆。激光在40-100W平均功率的脉冲模式下工作。Sulzer Metco 9MP送粉器用于运送L605粉末通过喷嘴进入熔池,送粉速度为5-10克/分钟。使用五轴数控运动系统在室温下进行激光熔覆修复,整个加工过程是在氧含量低于50ppm的手套箱中进行。
-–结果与讨论
- 金相检验
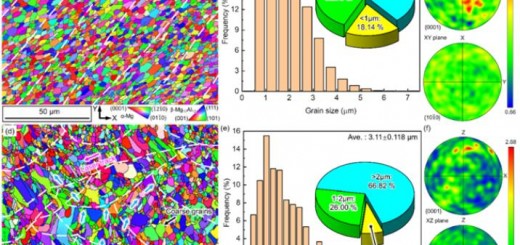
作为熔覆层的L605的微观结构由内有细枝晶的柱状晶粒组成。化学蚀刻显示柱状枝晶跨越了多个沉积层(图1a)。不同的灰度表明柱状晶粒的不同晶体取向。通过扫描电镜观察可以进一步确认不同取向的晶粒都含有定向凝固的枝晶,并且能继续生长到邻近的沉积层。一次枝晶臂间距(PDAS)大约为1-2微米;二次枝晶臂间距(SDAS)大约为0.5-1.0微米。
作为熔覆层的L605和作为基材的锻L-605之间的接触面存在金属键结合。柱状晶粒在基材L-605中显示出镜像的晶体取向。通过扫描电镜观察证实了作为熔覆层的L605和作为基材的锻L-605之间的界面存在金属键结合。在固溶处理(1232℃/小时)后,熔覆层L605中的柱状枝晶结构完全消失,并再结晶成非均匀的等轴晶粒。熔覆层L605中的再结晶晶粒比锻L605基材中的要小很多。
- 高温疲劳测试
高温疲劳测试在538℃(1000℉)下进行。在相对较低的最大应力水平400MPa时,激光熔覆L605和锻L605基材的基线标本达到200,000个循环。在相对较高的最大应力水平450MPa时,激光熔覆L605标本的平均疲劳寿命为16,850个循环,这相当于(或略高于)锻L605基材的基线标本(平均疲劳寿命为15,600个循环)。有趣地是,在425MPa的最大应力水平时,三个激光熔覆L605的标本达到200,000个循环,另一个止步于32,500个循环。激光熔覆L605的标本的平均寿命大约158,000个循环,与锻L605的基线标本(平均寿命约17,000个循环)相比,激光熔覆L605的疲劳寿命显示出极大的改善。激光熔覆L-605提高的疲劳寿命(与锻L-605基材相比)可能归功于其更精细的晶粒结构和增强的硬度。
- 滑动磨损试验
在室温下使用销- 盘式试验装置(Falex ISC Tribometer)进行滑动磨损试验。钴2(Stellite 20合金)球在以下条件下测试:法向载荷为150克,滑动速度为66毫米/秒,滑动距离为3000米。使用固溶热处理(1232℃,1小时)和退火(732℃,100小时)处理后的锻L605作为基线标本来进行比较。
熔覆层L-605的试样 (为了模拟修理过的喷嘴,不做任何热处理)的耐磨性能可以与固溶热处理过的锻L605(模拟新的燃油喷嘴)相媲美,比退火过的锻L605(模拟长期工作过的燃油喷嘴)更为出色。
-–三维投影
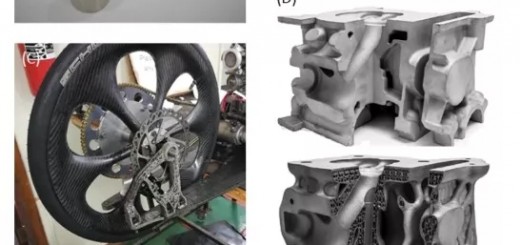
UTC开发出一种可以修复具有复杂几何形状的受损燃料喷嘴零件的方法,其中包括清洗受损喷嘴的表面、在线测量受损喷嘴的表面(三维投影)、对个别喷嘴自动进行数控编程、用激光熔覆技术来修复燃油喷嘴的受损区域、最后的机械加工、对修复后的喷嘴进行无损探伤检验。
激光熔覆技术要求获取破损表面的精确的轮廓信息,这样才能确定修复路径。为了确保实现精确的修复,需要测量每个受损喷嘴的空气帽的外部尺寸。
NRC开发了一个以激光扫描仪为基础的在线测量系统,用来测量受损的RR501K喷嘴的空气帽表面。该系统由一个激光位移传感器和一个测量控制器组成,并且可以通过标准的输入/输出界面集成到任何数控运动系统中,并且针对多轴在线测量应用可以比较容易地进行升级。与CAD模型(包括样品尺寸误差、传感器误差、测量干扰、运动系统误差、夹具尺寸误差等)相比,该系统的最大绝对误差约为0.09mm,重复性(最大偏差)约为0.06mm。
每个RR5 0 1K喷嘴零件通过简单的夹具安装在横向定位的旋转桌上,然后按照标准修复程序来清理表面,并使用在线测量系统来测量其受损的空气帽表面。测量路径是依据RR501K喷嘴空气帽的形状和位置来预先设计的。通过用户界面来控制测量过程,并显示测量结果。根据在线测量结果,NRC开发的一个软件模块能针对每一个被测量的RR501K喷嘴空气帽来自动生成其特定的修复路径。使用500瓦的Nd:YAG激光器进行激光熔覆L-605合金可以成功修复受损的喷嘴空气帽。
将激光熔覆修复后的RR501K喷嘴空气帽进行表面机械加工,并进行剖面观察以检查修复质量。光学显微镜观察结果表明,激光熔覆L605层与受损的L-605喷嘴表面的金属键结合的情况非常好。高放大倍率的扫描电镜观察进一步证实了激光熔覆 L-605与L-605基材间形成了很好的金属键结合。没有观察到裂缝或孔隙。激光熔覆L605层具有非常精细的枝晶微观结构,而L-605基材具有单轴晶粒结构。
通过机械加工,激光熔覆修复的燃油喷嘴的表面具有良好的光洁度。无损探伤检查(染料渗透、X射线等等)显示在激光熔覆修复后的RR501K燃油喷嘴空气帽上没有检测到缺陷。
-–小结
- 激光熔覆L605层与锻L605基材之间形成致密的良好的金属键结合。
- 在538℃(1000℉)下与锻L-605基线标本进行比较,激光熔覆L605标本的疲劳寿命显示出相当的性能或者极大的改善。
- 激光熔覆L605标本的疲劳寿命获得提高,可能归因于其非常精细的微观结构和增强的硬度。
- 与锻L-605基线标本相比,激光熔覆L605标本具有略高的硬度和相当的耐滑动磨损性能。
- 在用激光熔覆L-605材料来修复受损的RR501K燃油喷嘴空气帽的过程中,使用了NRC开发的三维投影系统。
- 修复后的燃油喷嘴根据客户的技术要求通过了金相检验和无损探伤检验。
来源:Industrial laser Solution. 2014
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.51shape.com,在首页搜索关键词
网站投稿请发送至editor@51shape.com