在3D打印过程中,随着热量累积的增加,WAAM-电弧金属增材制造的几何精度和成形质量下降。过多的热量输入也会引起残余应力和变形,从而形成较差的机械性能。为了解决WAAM面临的挑战,山东大学团队开发了一种名为强制拘束型电弧金属增材制造(CC-WAAM)的新技术。
![]() 减少过多热量避免变形
减少过多热量避免变形
WAAM(熔丝电弧增材制造)技术是由英国屡获殊荣的克兰菲尔德大学开创的金属3D打印技术。WAAM在生产大型零件时具有无与伦比的效率和成本优势,常用于航空航天和航海工业。它已广泛应用于飞机后架,压力容器,飞机机身结构件,空心螺旋桨叶片,起重机吊钩和船舶零件的生产。
为了解决WAAM工艺过多的热量输入引起的残余应力和变形,山东大学所开发的强制拘束型电弧增材制造技术-CC-WAAM,包括壳体、铜盖、熔化极电极和非熔化极电极。
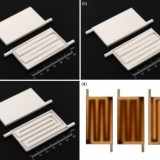
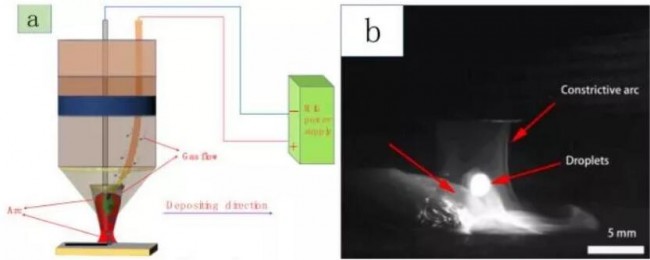 a.CC-WAAM示意图; b.CC-WAAM中喷射的弧和液滴的图像。来源:山东大学
a.CC-WAAM示意图; b.CC-WAAM中喷射的弧和液滴的图像。来源:山东大学
熔化极电极和非熔化极电极下方设置有陶瓷喷嘴,且熔化极电极的焊丝延长线和非熔化极电极底部均位于喷嘴内;采用这种结构的装置,通过焊丝与钨极之间起弧,电源接在焊丝与钨极之间,然后通过不同形状的陶瓷喷嘴的机械压缩及热压缩对产生的MIG电弧进行拘束,使发散的电弧拘束形成竖直向下喷射的类等离子体,与现有技术相比可有效避免增材制造过程中逐层堆积产生的过大热输入及热积累带来的不良后果。
该工艺可以更好地控制金属的形成状态,生成具有均匀微观结构分布的层。根据3D科学谷的市场观察,山东大学还研究了该技术的最佳工艺参数和下焊现象。
工艺过程:
焊丝延长线与钨极的交点必须是在陶瓷喷嘴内部,焊丝与钨极之间接触起弧,电弧在一定形状的陶瓷喷嘴的机械压缩或是热压缩的拘束作用下,由原本的发散状电弧变为拘束至竖直向下的电弧,并通过喷嘴喷射到基板上,而焊丝在电弧中熔融变为液态熔滴,液态熔滴在整个熔滴过渡阶段均处于拘束电弧的保护下,在这一过程中可以对液态熔滴进行持续的加热及保温,同时对于基板也有很好的加热作用,从而保证了增材制造层间可以形成有效地冶金结合;同时,喷射的拘束电弧可以补充液态熔池所需的热量,从而使增材制造层的成形更好;竖直向下挺度大的拘束电弧可以使熔滴过渡更加稳定,减小飞溅;除此以外,可以通过使用可改变形状及方向的陶瓷喷嘴来控制拘束效果,从而更加稳定地控制热输入。
工艺控制:
从焊炬到基板的距离为熔融液滴转移提供了足够的冷却空间,因此,热输入显着降低。通过该方法生产的层显示出均匀和精细的微结构。通过调节焊炬的行进速度,也可以有效地控制每层的几何尺寸。
还可以通过改变陶瓷喷嘴的形状,比如陶瓷喷嘴下端的锥度可以控制在0—1.3,从而改变电弧的拘束度,以此来满足不同要求打印层的需求。
总体来说,山东大学创造了新型的基于熔焊的增材制造装置和方法,通过陶瓷喷嘴以及保护气对电弧以及液态熔滴的机械压缩和热压缩的作用,从而能够使电弧在熔滴过渡阶段都能有效的保护和保温熔滴,并同时能够加热基板,使熔滴与基板产生可靠地结合;由于电弧不直接与基板接触,所以降低了热输入,同时拘束电弧又保证了打印层间的可靠结合;还可以通过改变堆积速度,来控制增材制造零件的成形精度。
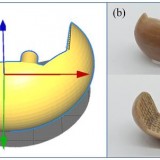
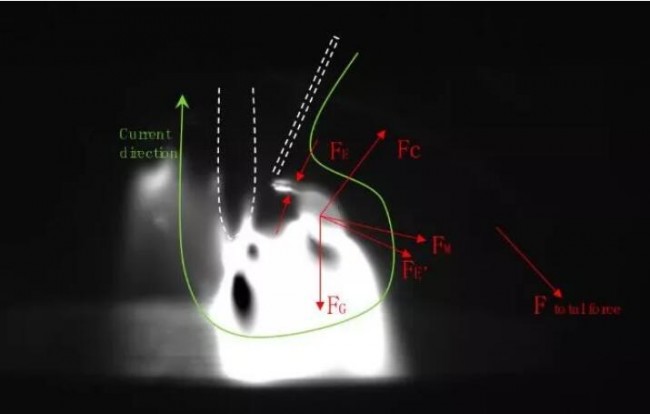 力的分析。来源:山东大学
力的分析。来源:山东大学
该团队的一个挑战是开发系统控制参数,以确保电弧和液滴传输的稳定性。电弧的稳定性促进了液滴的平衡转移。同时,液滴的稳定转移使电弧保持稳定。研究人员利用高速摄影技术,研究了不同条件下的焊接现象。
结果表明,电弧行为和液滴转移随电参数而变化。在低电平电参数(80 A / 14.9 V – 200 A / 18.3 V)下,电弧和液滴非常不稳定。相比之下,高水平电气参数(200 A / 18.3 V – 300 A / 18.3 V)可实现0.8 mm的小液滴和300 Hz的高传输频率。弧形和液滴转移变得非常稳定,证明了更高级别的电气参数更适合CC-WAAM。
团队得出的结论是,CC-WAAM工艺最合适的参数是300 A / 18.3 V,气流量为5 L / min。利用这些最佳参数,实现了短而稳定的电弧和高频液滴传递。
根据3D科学谷的了解,山东大学的强制拘束型电弧增材制造技术适用于增材制造航空、航天、核电等重大工程领域中各类形状较复杂、精密元件,可打印材料包括钛合金、不锈钢、铜合金等。
更多3D打印行业发展态势,敬请参加TCT深圳展(2019年10月15-17)期间的论坛,详细倾听3D打印领域的分析专家Chris Connery (CONTEXT公司全球副总裁),Filip Geerts(欧洲机床工业及相关制造技术协会总干事), 王晓燕 (3D科学谷创始人)共同为您带来的全方位的剖析与灼见。
 TCT 深圳展会期间的TCT论坛-行业透视Section
TCT 深圳展会期间的TCT论坛-行业透视Section
《3D打印与工业制造》登陆京东网上书店,点击微课视频收看超过9万人观看的3D科学谷创始人微课。
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.3dsciencevalley.com,
在首页搜索关键词 网站投稿请发送至2509957133@qq.com