质量与效率是模具制造的基本要求。面对国民生活水平的日益提高,消费者对于产品外形结构与时效性的要求逐渐严苛。因此,模具制造企业如何平衡质量与效率这一矛盾关系,是当下热议课题。
![]() 传统模具制造的瓶颈
传统模具制造的瓶颈
冷却水路是指在模架、模仁中利用机械加工出来的贯穿性的孔,通过某种介质(如水、油)不停的在里面循环。达到控制模具的温度,以便更好的控制塑料产品在模具中的冷却及收缩,从而控制产品尺寸及表面要求。
传统的模具内,冷却水路只能通过铣床钻孔的方式加工产生内部水路网络,并通过内置止水栓和外置堵头的方式来调整水路流向。这样就导致水路布置有很大的局限性,水路只能为圆柱形直孔,无法百转环绕于模具内腔之中。当遇见形状复杂的模具产品时,传统水路无法完全贴近注塑件表面,冷却效率低且冷却不均匀,导致注塑周期长、产品变形量大。
此外传统的模具制造需要经过图纸设计、工艺审查、可行性分析、工艺设计、编程、精加工等流程,步骤繁琐,花费时间较长,且涉及较多的人工参与及工具使用。
随着3D打印技术的发展,特别是金属3D打印(SLM,选择性激光烧结)技术发展至今已经相当成熟,SLM技术现在已广泛应用于航空航天、医疗制造业中。在航空航天领域,GE用验证机对35%的3D打印零部件进行了验证、C919对3D打印件进行的大规模使用。
模具行业也因为3D打印技术的发展和应用,迎来了第二次生命。这一切要归功于3D打印技术在模具行业的应用重新定义了冷却水路,而在在模具制造中,如果没有优秀的冷却水路系统,一切将无从谈起!
![]() 突破传统模具制造的“关键先生”
突破传统模具制造的“关键先生”
上海毅速激光科技有限公司2007年成立于上海,(以下简称:毅速)是一家3D打印应用技术开发与服务的科技公司,毅速致力于注塑模具前沿技术的研究与开发。
3D打印技术又称为增材制造,是一种采用材料逐层累加的方法制造实体零件的技术,相对于传统的材料去除——削切加工技术,增材制造是一种“从无到有”的制造方式。
3D打印技术的发展与革新使毅速的技术工程师们看到了希望,改变长期以来被传统水路支配的困局,提高模具制造效率与良品率成为了毅速研究的新方向。 毅速的工程师们认为,通过这种逐层累加的3D打印技术,可以制造出一种无所不能的冷却水路——随形水路,它可根据产品轮廓的变化而变化,到达模腔任何地方,模具内部将无任何冷却盲点。(如下图)
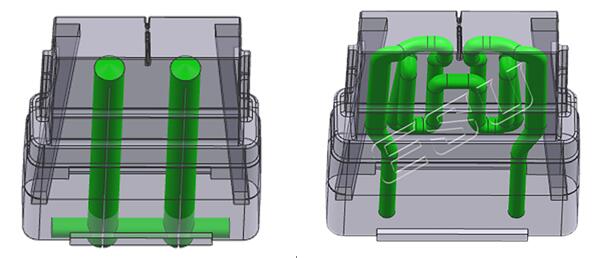 传统水路3D模型图(绿色部分) 随形水路3D模型图(绿色部分)
传统水路3D模型图(绿色部分) 随形水路3D模型图(绿色部分)
而随形水路目前主要利用选区激光熔化(SLM)3D打印技术与扩散焊技术来进行加工,由于SLM 3D打印技术可做出更为复杂与圆滑的水路形状且成本更低,因此SLM 3D打印技术在随形水路上应用更为广泛。毅速激光科技有限公司(ESU)所使用的的就是SLM 3d打印技术。 而相较于传统水路制作来说SLM 3D打印工艺流程就简单的多,它分为三个部分:
- 3D文档-转换导出STL数据-STL数据切层(设计阶段)
- 选区激光熔化金属粉末组层堆积打印(制造阶段)
- 打印完成后取出工件-后处理-交货(交付阶段)
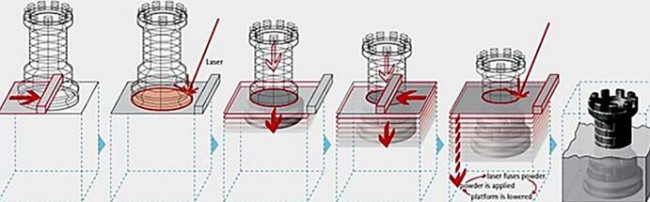 SLM 3D打印工艺流程
SLM 3D打印工艺流程
制作工艺流程虽看似简单,但金属3D打印技术在模具冷却水路制造中的应用则突破了交叉钻孔方式对冷却水路设计的限制。现在,模具设计企业可以设计出更靠近模具冷却表面的随形水路,它们具有平滑的角落,完美贴近模具型腔,实现最佳模温状态,获取更快的流量和更高的冷却效率。
其次随形水路突出优势在于:设计的无限性、较少的人工参与、优秀的成型质量以及工期的大大缩短,仅需要模具的三维模型输入打印机即可自行加工,从而提高了生产效率;可适应0.8~1.5Mpa甚至更高高压的模温机,提升了最终产品的质量,使产品的单位成本降低。此外,传统模具需要使用机械加工进行除锈,3D打印模具可以通过超声电解的方式进行维护。
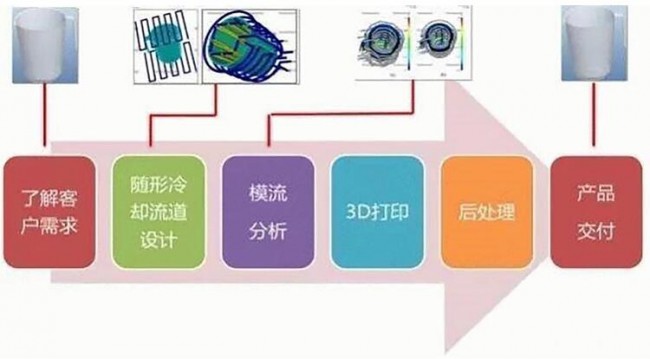 3D打印模具随形水路流程图
3D打印模具随形水路流程图
毅速的工程师们经多次模流分析与实践应用,得出随形水路的各项优势数据(后附产品案例模流分析图):
- 根据注塑件形状复杂程度,可降低冷却时间20%至50%;
- 根据注塑件形状,可减少变形量15%至90%;
- 模具成本略有增加,但综合注塑产能、良品率等因素,最终效益大幅提高;
- 随形水路应用范围广,可用于多数注塑件的冷却优化。
- 模具维护方式简易可行。
![]() “关键先生”的难点
“关键先生”的难点
随形水路冷却系统具备诸多的优点,但在设计水路方案的过程中却仍会遇到许多难点,为了解决这些难点,毅速技术工程师经过实践摸索、吸取增材制造领域各专家的经验,总结出以下基础规则,向同行分享并期待补充:
1.水路的直径
通过铣床钻孔或车床车削等方式制造的传统冷却水路常用直径为4.0-12.0mm。这种冷却水路,如果直径过大,为了避开模具部件,会导致水路难以接近模具表面,但如果直径过小,水路加工时又可能会发生钻头偏移。
虽然,增材制造技术规避了钻孔方式的一些局限性,但是在设计水路时,仍需将直径设定在经过实践验证的常用尺寸范围内,从而降低这种技术的不确定性。
2.恒定体积定律
传统水路制造时,其横截面积是不变的。尽管通过3D打印技术可以制造出一条拥有多种不同形状的水路,但是,在设计3D打印随形冷却水路时,应保持水路的横截面积不变,从而保证恒定体积的冷却液体通过水路。
3.与模具表面的距离
冷却水路与模具表面的距离并没有一个明确的数值,对于随形水路来说,影响水路与模具表面距离的关键因素在于零件的几何形状。设计与模具表面距离时,只需要遵循一个原则即:随形水路与模具表面始终保持相同的距离,从而达到均匀冷却效果。
4.冷却水路的长度
在使用钻孔方式加工冷却水路时,如果钻孔时产生的碎屑未被排空,则可能发生钻头漂移或损坏。在这种情况下,人们会选择将冷却水路设计得尽量短一些。
3D打印技术制造随形冷却水路,不存在刀具损坏等问题,但是,在设计时仍不建议将水路设计得过长。毅速的设计师们在设计冷却水路时,原则是直径最大化,流长最小化,以保证水路的冷却效率。
以上这些设计规则,并不是成功3D打印随形冷却水路所需要关注的全部规则,这些经验只是有效设计3D打印随形冷却水路的基础。
![]() 案例——模流分析数据为王
案例——模流分析数据为王
“我们之所以敢如此肯定的说毅速随形水路冷却方案能够给用户提高冷却效率、缩短成型周期、以及提高产品良率,是因为在每一件模具产品制作前,我们都经过了无数次的模流分析”一位毅速模流分析工程师说道。
大数据时代,只有数据才能给与我们以及客户带来信任感。
现在以毅速3D打印成功案例——3C领域产品Housing为例,展现一下应用随形水路的产品对比传统水路在冷却时间、产品温度、产品变形等各方面的真实数据。
产品名称:Housing
项目问题与难点:框口尺寸太小,无法走水路;周期太长模具温差大;产品框口变形大且变形量不稳定;更换铍铜镶件后没有达到预期效果。
毅速工程师根据产品模具的难点结合3D打印技术研究得出以下对策:
框口镶件设计随形水路;EM191(毅速研制的3D打印专用金属粉末)不锈钢打印;壁厚做到1.0mm尽可能增大水路截面。
方案设计好后,便进行模流分析,将应用传统水路与随形水路对比,分析各项数据,得出优劣效果,证实方案的可行性与随形水路的优越性。
 图1:冷却水路3D模型图及产品实例图
图1:冷却水路3D模型图及产品实例图
左上为传统水路3D模型图,右上为随形水路3D模型图以及水路横截面剖视图。
从两张图的对比可以很明显的看到不同之处:传统水路仅覆盖在产品上下部分,中间无水路覆盖,而随形水路却覆盖产品上、中、下每个部分,使得水路到达模具型腔中的任意部分。这样不但加强冷却效果,缩短生产周期,提高生产效率;还能够使产品冷却均衡,避免造成产品缺陷:如产品变形等。
以下模流分析图、数据由:Autodesk Moldflow软件得出。
模流结果对比:达到顶出温度的时间
 图2:传统水路:13.07s 图3: 随形水路:6.57s
图2:传统水路:13.07s 图3: 随形水路:6.57s
如上图:据模流分析数据显示:应用传统水路达到模具顶出温度的时间需13.07s,而应用随形水路只需6.57s;结论:模具达到顶出温度的时间,应用随形水路比普通水路快49.7%(6.5s),模具达到顶出温度时间短,证明冷却速度快。因此:应用随形水路能够加快冷却速度,缩短生产周期。
模流结果对比:零件温度
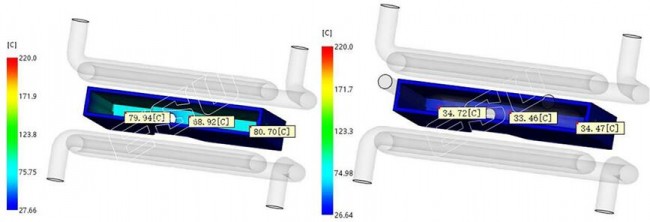 图4:传统水路:79.94℃ 图5:随形水路:34.72℃
图4:传统水路:79.94℃ 图5:随形水路:34.72℃
如上图:据模流分析数据显示:应用传统水路塑胶零件温度达79.94℃,而应用随形水路温度仅为34.72℃;结论:模具塑胶零件温度方面,应用随形水路比传统水路降低56.5%(45.2℃),因此:应用随形水路能够使模具顶出时温度更低。
模流结果对比:模具温度
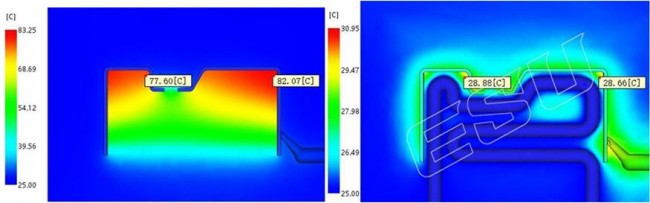 图6:传统水路:83.25℃ 图7:随形水路:30.95℃
图6:传统水路:83.25℃ 图7:随形水路:30.95℃
如上图:据模流分析数据显示:应用传统水路模具最高温度达83.25℃,而应用随形水路最高温度仅为30.95℃;结论:模具温度方面,应用随形水路比普通水路可下降62.8%(52.3℃),因此:应用随形水路能够使模具顶出时温度更低。
模流结果对比:变形
Z(框口)变形 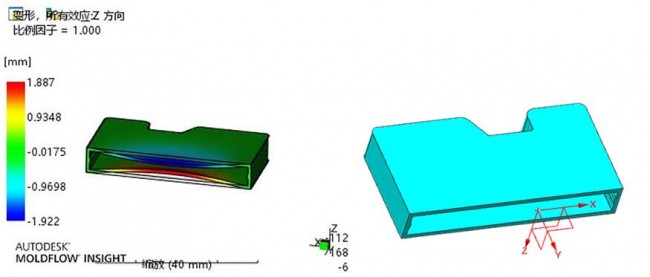
图8:传统水路:3.8mm

图9:随形水路:0.3mm
如上图:据模流分析数据显示:应用传统水路产品框口变形达:3.8mm,而应用随形水路框口变形仅:0.3mm。结论:模具框口变形,应用随形水路比传统水路框口形变最高改善93%(3.5)。因此:应用随形水路能够降低产品框口形变量从而减少产品缺陷,提高产品良率。
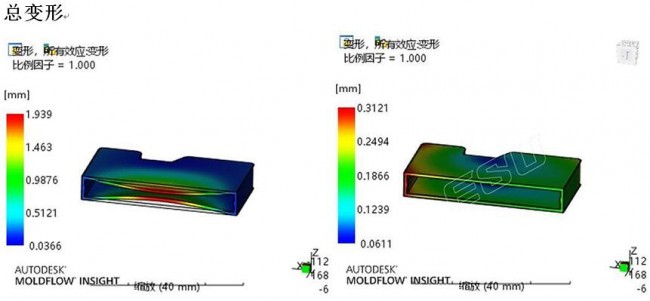
如上图:据模流分析数据显示:应用传统水路的产品整体变形达:1.9mm,而应用随形水路整体变形仅:0.3mm。结论:模具总体形变方面,应用随形水路比传统水路形变量最高改善93%。因此:应用随形水路能够降低产品形变量从而减少产品缺陷,提高产品良率。
模流分析对比结果—总结 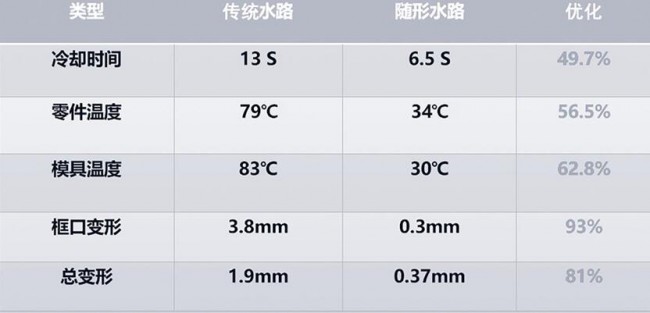
图12:housing模流分析各项数据总结
整个案例从模具达到顶出温度的时间、塑胶零件温度、模具温度、产品形变量等方面分析应用随形水路与传统水路在这几个方面的数据,结果很明显,在冷却效率、产品良率等功能上随形水路数据均远超传统水路。
时代在发展,技术在革新,面对新环境给予我们的困局,传统模具制造业应该也必须跟上时代的潮流。3D打印技术制造的随形水路冷却系统,与使用铣床钻孔或车削方式制作的传统水路相比,随形水路能给制造商带来更优质的产品,更快的生产效率,更高的企业效益。而在这个讲究效率与质量的时代,二者缺一不可,看似矛盾,现在却实现统一,因此,3D打印随形水路或是模具制造企业突破困局的“关键先生”。
文章来源:上海毅速
资料下载,请加入3D科学谷3D产业链QQ群:529965687
更多信息或查找往期文章,请登陆www.3dsciencevalley.com,
在首页搜索关键词 网站投稿请发送至2509957133@qq.com