耙式气流测头是一种用于发动机开发的部件,能够获取高精度的温度和压力读数,以帮助工程师评估发动机性能。直接安装在发动机气流路径上的耙式气流测头必须满足极高的标准要求,这样才能承受极端的温度、拉伸和压缩载荷。因此,耙式气流测头是一种高度复杂的部件,必须符合精确的尺寸要求,同时具有光滑的空气动力学表面,才能实现精确的测量。

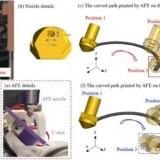
耙式气流测头具体位置, 来源:通快
四个精心打磨的组件通过手工装配和单独焊接,才构成一个耙式气流测头。其核心处有几条用作通道的内管,壁厚小于 0.3 mm。这些通道需要插入耙式气流测头细长主体的后部,并焊接在 Kiel 头上的适当位置。然后将耙式气流测头主体用盖板密封。
“必须以最高的精度插入那些精细的通道,”López-Vidal(Ramen 公司研发经理)解释说。“只要有一个 Kiel 头焊接不正确,整个耙式气流测头都将报废。Kiel 头的尺寸公差为+/-0.05 mm,具有狭窄的连续开口,其末端集成有流量传感器。”
Ramen 工程师发现,增材制造是精密耙式气流测头的理想制造方法。而实现这一任务的挑战在于,必须设计一个与增材制造兼容的方式。但是前期生产中出现耙式气流测头变形的情况,打印过程也不顺利,狭窄通道中沉积了粉末和其他固体。此外,增材制造工艺无法满足尺寸精度、光滑度、无孔耙面等各种要求。

增材制造的耙式气流测头,来源:通快
一次偶然的机会,López-Vidal 及其团队在 2017 年法兰克福国际精密成型展(Formnext)上莅临了通快展位,并和通快团队讨论了他们所面临的问题。通快团队开始寻找有效的解决方案。打印过程中最具挑战性的是部件方向问题,鉴于无法将这些部件连接到易损的 Kiel 头或部件内的任何位置,所以必须对齐部件,这样才能在没有支撑结构的情况下进行打印。还必须排除热变形的风险。这并非易事,因为耙式气流测头很薄且上部体积很大。这次的打印制造使用了 TruPrint 1000 。该机器的成型空间约为 100 mm x 100 mm,具有 200 W 的激光,适用于增材制造精密结构。这台机器成功制造了符合所有要求的首个原型。3D 扫描证明,原型具有所需的几何精度;同时通过显微照片,确定了 99.95% 的密度。
但专家们渴望获得更准确的信息,因此他们将原型发送给了 X 射线和计算机断层扫描检查系统开发商和生产商 Yxlon,以进行 CT 扫描。Yxlon 验证了通道的连续性和孔的大小。通快专家还确定并检查了部件内部 40 多个测量值。测量结果表明:部件通道清晰,满足所需尺寸精度,并且孔径小于100 μm。因为重新设计部件缩短了生产时间,而且使用的材料量减少了约 80%。总之,通过 3D 打印耙式气流测头,总体成本降低了约 74%。而在这一行业中,这可是一个影响全局的数字。
López-Vidal 还坚信,这一部件制造历程标志着增材制造将能够为航空航天业提供更加实用的解决方案。耙式气流测头只是增材制造应用的一个小小缩影,关键在于要积极采用新方法,让决策者及时了解增材制造所带来的全新机遇。
——
为Ramen 提供耙式气流测头增材制造技术的通快公司,将携航空航天,模具、医疗、齿科、骨科等领域的增材制造技术亮相2020 TCT 亚洲展。
时间:2020 年 2 月 19 – 21 日;地点:上海新国际博览中心;展位号:N1-C08
来源:通快/TRUMPF
白皮书下载,加入3D科学谷产业链QQ群:529965687
网站投稿请发送至2509957133@qq.com
欢迎转载,长期转载授权请留言