当前,3D打印最容易被业界记住的是无模化特点以及所释放的设计自由度。而通过3D打印所实现的材料制备技术的提升是当前商业界所容易忽视的地方。所幸的是世界范围内,不少的研究机构在进行通过3D打印技术来提升材料性能的研究。这些研究结果将进一步扩展3D打印的市场应用空间,刺激金属3D打印技术的市场增长。
近日,Acta Materialia发表了来自美国德州的研究成功,利用选择性激光熔化增材制造技术制造的超高强度马氏体钢:高达1.4 GPa的拉伸强度,马氏体钢获得了理想的致密化,其特殊的微观结构带来了超过普通3D打印不锈钢20%的机械性能。(论文题为“An Ultra-High Strength Martensitic Steel Fabricated using Selective Laser Melting Additive Manufacturing: Densification, Microstructure, and Mechanical Properties”发表在Acta Materialia。)
 美国空军研究基地对AF9628 打印样品进行测试。来源:美国空军
美国空军研究基地对AF9628 打印样品进行测试。来源:美国空军
![]() 更便宜的材料,更好的性能
更便宜的材料,更好的性能
几千年来,冶金学家一直在精心调整钢的成分以增强其性能。马氏体钢在其钢铁体系中脱颖的原因来自于它的强度更高且更具成本效益。马氏体钢适用于航空航天、汽车和国防工业等需要制造高强度,轻质零件而又不增加成本的应用。
然而市场上对不锈钢3D打印新型材料的研究甚少,大部分集中在钛金属材料、铝合金以及复合材料的增材制造研究。而3D打印-增材制造零件的性能对于加工工艺参数极为敏感。要获得稳定的打印结果往往需要大量的实验来确定针对性的加工工艺参数。而来自美国德州A&M大学的研究结果表明,通过建立工艺参数优化模型,并对模型中的各个相关系数进行修正,不断优化出高强度马氏体钢的打印参数。
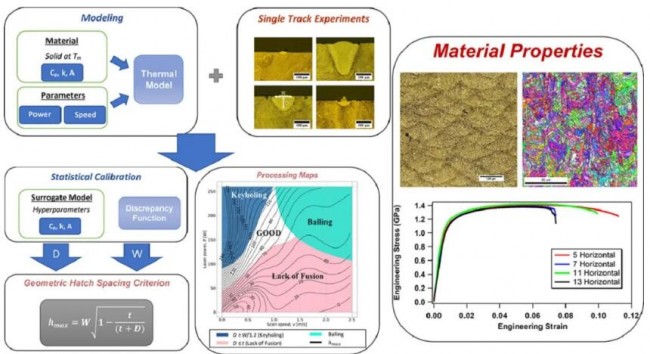 研究模型。来源:Acta Materialia
研究模型。来源:Acta Materialia
 研究流程。来源:Acta Materialia
研究流程。来源:Acta Materialia
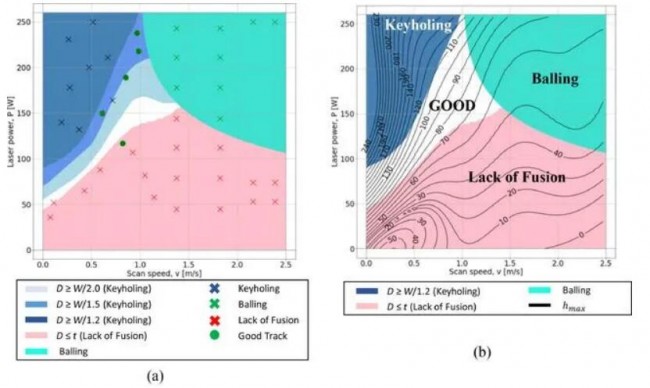
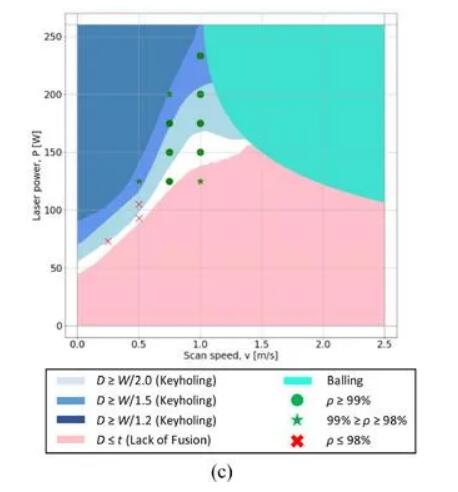 模型优化工艺。来源:Acta Materialia
模型优化工艺。来源:Acta Materialia
研究人员采用的马氏体钢是空军AF9628牌号,采用SLM-选区金属熔化3D打印工艺,利用Eagar-Tsai模型进行熔池预测,结合单道实验和扫描间距实验描述打印工艺参数对熔池几何形貌和温度分布的影响。
为了尽快逼近最优化的打印参数组合,研究人员将输入参数分为两类:一类是热输入参数包括激光功率、扫描速度和激光高斯热源半径;另一类是材料参数,包括热导率、密度、比热、熔点和激光吸收率。通过统计方法对该模型的不确定性进行校正,结合特殊设定的单道打印实验结果对模型偏差进行校正。最终利用该模型优化出打印马氏体钢AF9628的最优工艺参数,最终获得致密度大于99.25%的实验样件,拉伸强度大于1.4GPa。
 用于3D打印的马氏体钢粉。插图显示了钢粉的放大视图。来源:德州A&M大学
用于3D打印的马氏体钢粉。插图显示了钢粉的放大视图。来源:德州A&M大学
需要注意的是使用激光熔化金属粉末的3D打印过程中,会形成一定的孔隙,从而导致意外的缺陷。研究人员通过不断的实验来探索哪种激光设置可以防止缺陷发生。
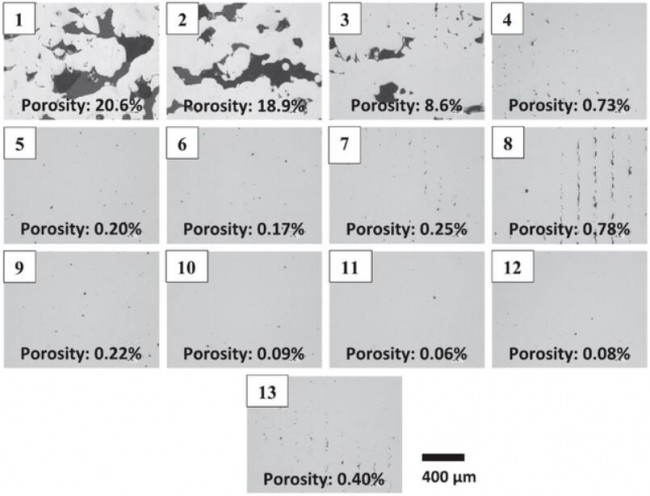 通过优化打印工艺减少孔隙发生。来源:德州A&M大学
通过优化打印工艺减少孔隙发生。来源:德州A&M大学
德州A&M大学选择了一个受焊接启发的现有数学模型,以预测在不同的激光速度和功率设置下,单层马氏体钢粉将如何熔化。通过将他们在熔化粉末中观察到的缺陷类型、孔隙数量与模型的预测值进行比较,他们可以略微更改其现有框架,从而改善后续的预测。
经过几次这样的迭代之后,如果一组未经测试的新激光设置会导致马氏体钢中的缺陷,那么数学模型框架就可以正确预测此类激光设置结果,而无需进行类似实验,此过程更省时。通过结合实验和建模,研究人员开发出一种简单、快速、循序渐进的程序,从而用来确定哪种设置最适合马氏体钢的3D打印。
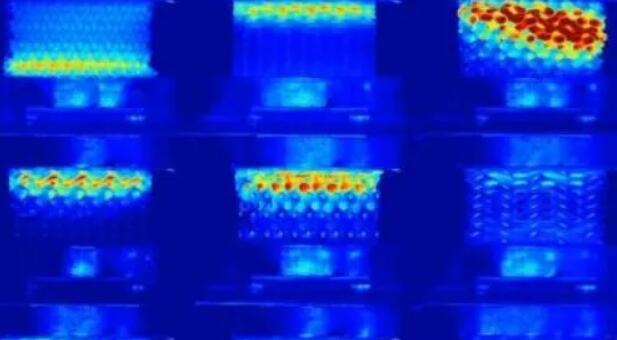 性能分析。来源:Acta Materialia
性能分析。来源:Acta Materialia
最终科研人员简化了3D打印金属的工艺,使最终产品没有孔隙,这对于金属增材制造行业来说是一项重要的研究结果,通过数学模型能够很好的预测打印过程中熔池变化,这种方法有利于减少实验次数,特别是对于新材料的工艺探索是一种行之有效的方法。研究人员提出以搭接量标准来预测熔宽和熔高,获得最优搭接量,建立工艺参数指导图。
尽管最初开发的研究程序是针对马氏体钢的选区金属熔化3D打印,但德州A&M大学的研究人员表示,他们已将其指南制作得足够通用,因此可以用于由其他金属和合金的3D打印研究。
![]() 3D科学谷Review
3D科学谷Review
3D打印正在获得工业制造业越来越多的重视,但即便是很多看好3D打印技术的制造业人士,对3D打印所能实现的产品形状感到乐观,但对3D打印所能实现的力学性能感到疑虑。
在金属加工过程中,发生着许多微妙的事情。就拿选择性激光熔化技术来说,在激光对粉末的融化加工过程中,每个激光点创建了一个微型熔池,从粉末熔化到冷却成为固体结构,光斑的大小以及功率带来的热量的大小决定了这个微型熔池的大小,从而影响着零件的微晶结构。并且,为了熔化粉末,必须有充足的激光能量被转移到材料中,以熔化中心区的粉末,从而创建完全致密的部分,但同时热量的传导超出了激光光斑周长,影响到周围的粉末,出现半熔化的粉末,从而产生孔隙的现象。
冶金性能方面还与金属3D打印过程的诸多条件相关。加工参数的设置、粉末的质量与颗粒情况、加工中惰性氛围的控制、激光扫描策略、激光光斑大小以及与粉末的接触情况、熔池与冷却控制情况等等都带来了不同的冶金结果。
通常来说加工越快,表面粗糙度越高,这是两个此起彼长的相关变量。另外,残余应力是DED以及SLM加工技术所面临的共同话题,残余应力将影响后处理和机械性能参数。不过,根据3D科学谷的市场研究,根据对冶金方面的驾驭能力,残余应力也可以用来帮助促进再结晶和细小的等轴晶组织的形成。
对于金属打印过程中微观结构的理解和新合金的加工性能已经获得了不少的进步。同时还观察到微观结构的非均质性,在这方面通过表征工作(柱状晶、高取向、孔隙度等)获取对加工冶金学的进一步理解,从而不仅提高金属3D打印的工艺控制能力,还为材料制备以及后处理提出了新的要求。
值得注意的是德州A&M大学所采用的AF9628不锈钢材料产量非常少,最初是为了开发掩体炸弹而开发的材料,这种马氏体不锈钢材料并不含钨成分,而通过调整打印参数和对加热以及冷却的控制,最终获得的零件的性能达到了锻造的性能,这使得3D打印更具经济性,更强的金属零件成为可能。
而关于不锈钢的3D打印,在316L不锈钢,模具钢方面,国际和国内也获得了令人惊叹的进步。
316L不锈钢的3D打印:LLNL
而根据3D科学谷的市场研究,在硬钢的3D打印方面,美国劳伦斯·利弗莫尔国家实验室(LLNL)联合乔治亚理工大学和美国俄勒冈州立大学的阿姆斯国家实验室的科学家们在2017年通过改变加工参数和过程控制来提高零件的力学性能。通过控制激光能量以及采取快速冷却的过程,科研人员获得了更加致密的零件加工结果。
LLNL的科研人员在316L不锈钢的3D打印领域取得了“突破”,这是一种常见的“海洋级” 不锈钢具有低碳组成。在石油管道、发动机零件和厨房设备等场合被广泛使用,通常具有低腐蚀性和高延展性。测试表明坚固耐磨的3D打印316L不锈钢可以提供比其他形式的钢更高水平的强度和延展性,使其有助于化学设备、医疗植入物、发动机零件以及需要其设备优异物理性能的各种其他应用。
LLNL的研究人员不仅仅将这种过程控制工艺应用到不锈钢的加工中,还扩展到其他金属材料的加工中。3D科学谷了解到他们可以使得3D打印机在不同的尺度上构建小型的墙壁单元结构,这些结构可以防止裂缝和其他常见问题的发生。测试显示,在某些条件下,这些3D打印的不锈钢零件的强度是传统制备工艺所实现的强度的三倍。
模具钢的3D打印:南京航空航天大学
而在国内,关于模具制造领域的马氏体不锈钢材料制备,为解决现有制模技术中的工序复杂、成本高以及报废率大等问题。根据3D科学谷的市场研究,南京航空航天大学通过调整 激光加工过程工艺参数,改善成形模具晶粒粗大问题,从而改善其机械性能。利用Mn、Ni、Cr等合金元素稳定过冷奥氏体,在激光加工极大的冷却速度下得到组织均匀的马氏体,从而省去了后续的“淬火”过程,激光加工完毕后,成形模具被传送装置送入真空热处理室完成回火过程以释放其内应力。
当然,除了粉末制备,激光加工过程控制以及后期的热处理,南航的研究中还涉及到更为细腻严谨的关于激光扫描速度V对熔池的过冷度和凝固速度的研究,冷却速度对淬火效应和马氏体相变的影响,相变应力和热应力的共同作用下,晶格常数所受到的影响等等,值得思考的是,传统加工工艺中,高端模具钢的原材料方面是长久制约我国模具发展的一块短板,3D科学谷认为随着3D打印技术将制造工艺与新材料研究的结合,这为模具制造从材料突破到制造工艺打开了另一个思路和发展空间。
3D科学谷认为3D打印不锈钢的这些进步将推动3D打印进入到更低门槛的零件制造领域,结合3D打印成就复杂零件的优势,随着设备加工技术的提升,加之材料的配合以及价格的合理化,金属3D打印势必在产业化领域的道路越来越宽。而对于加工应用方来说,要迎接这样的技术浪潮,了解金属3D打印的冶金加工学就成为必修课。
更多关于不锈钢的3D打印应用与发展,敬请关注3D科学谷计划发布的《不锈钢3D打印白皮书》

白皮书下载,加入3D科学谷产业链QQ群:529965687
网站投稿请发送至2509957133@qq.com
欢迎转载,长期转载授权请留言