正如3D科学谷在《3D打印与工业制造》一书所提到的,“3D 打印并非是一座孤岛,而必须与其他传统制造工艺相融合,才能成为创造制造业附加值的“利器”……3D打印只是制造的一环,将与其他工艺充分融合在一起,无缝衔接在制造流程环节中,将是3D打印进入制造业产业化的主旋律。”
尤其是对于进入量产阶段的3D打印应用,除了零件增材制造工艺本身,机械加工、线切割等后处理工艺的自动化程度、质量、效率也将对增材制造零件的整体制造成本、生产效率产生影响。以线切割为例,其作用是将金属3D打印零件与打印基板分离,而传统线切割机在进行打印零件分离时仍存在很多问题,从而导致零件损坏,进而影响到零件增材制造的整体效率与成本。
在本期微课中,GF 加工方案对3D打印零件与基板分离时易于出现的问题进行了探讨,并分享了GF 针对这些问题所开发的增材制造专用零件分离解决方案。
 精度高、速度快、易操作的增材制造零件分离方案
精度高、速度快、易操作的增材制造零件分离方案
GF加工方案专为增材制造而开发的分离技术
![]() 精度高、速度快、易操作
精度高、速度快、易操作
![]() 增材制造专用线切割设备
增材制造专用线切割设备
GF 加工方案推出了完整增材制造解决方案,用于3D打印零件与基板分离的线切割设备CUT AM 500也是其中的“成员”,这是全球首款增材制造专用卧切线切割机。

加工区域大
500mm立方形加工区,不仅轻松满足大型基板要求,也能满足高大工件的要求。
切缝小
采用0.2mm电极丝和高精度的基板找边定位,CUT AM 500用户可以最大限度地减少3D打印件的预留打印层。因此,能显著缩短打印时间。
无切削力
由于电极丝与工件之间无物理接触,线切割加工无工件损坏的风险,分离面不仅光滑,而且可与成形工件的进给轴准确找正。
无切割面污染
部分医疗器械和航空航天应用不允许切割面存在铜或锌污染,纯铜和镀锌电极丝常常存在该污染。CUT AM 500采用钼电极丝,有效避免该污染。
高速切割
CUT AM 500的线切割速度明显优于传统线切割技术,部分情况下,接近带锯的切割速度。达到如此高的切割速度是由于使用了多种先进技术:
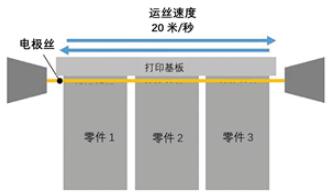
高电极丝速度,即电极丝每秒运行20米,切割时电极丝和工件是浸入工作液中的,如图所示,甚至可以同时切割多个工件。在这样高的速度下,5000米丝轴无法持续使用较长的时间;然而CUT AM 500将电极丝缠绕在另一个丝轴中,然后再反向将电极丝缠绕回原丝轴上,重复使用电极丝。在两个丝轴间来回重复使用电极丝显著降低耗材成本。
加入专用添加剂增强的水基工作液成为去离子的水基工作液,可以提高“拖动效应”和线切割速度。
专有的脉冲电源是以IPG Sinker为基础,进行改进设计的脉冲电源,采用EDM/ECM相结合的线切割技术,显著提高线切割速度。该脉冲电源采用双极脉冲技术,几乎可彻底避免钛和其它敏感材质的化学侵蚀。
无零件损伤
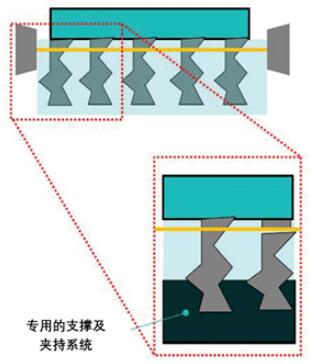
结合使用水平电极丝,卧式工件分离技术和零件收集篮确保切割安全,不损伤零件,如图所示。
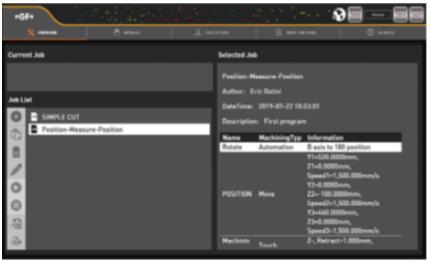
操作简单
在用户友好的HMI控制面板中,只需要输入简单的信息,就能轻松完成分离任务的编程。
低运行成本
CUT AM 500通常使用易于购买和可循环使用的5000米长的钼电极丝,并使用标准的电火花成形加工工作液过滤器。
可追溯的零件收集和标识
CUT AM 500含易于调整的零件收集篮,可轻松将其分为多个格位,在零件格位中保存切割后的零件,零件保持其原始位置不变,因此易于进行后续加工和将零件序列化。
可自动化
CUT AM 500托盘接收器可兼容GF 加工方案专利技术-System 3R夹具系统,如图所示,用机器人进行装件和卸件。
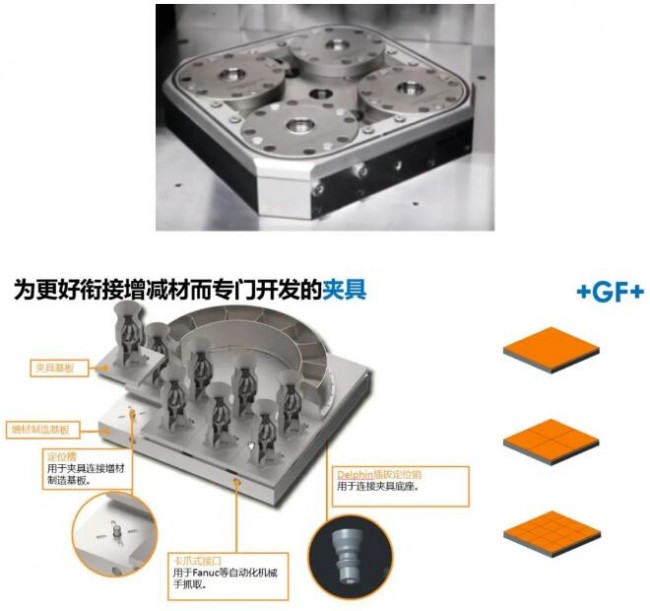 GF System 3R夹具系统。来源:GF 加工方案
GF System 3R夹具系统。来源:GF 加工方案
减少停机时间
CUT AM 500按照600小时的维护周期进行设计。每600小时需要执行以下维护:
- 更换电极丝
- 更换工作液
- 更换工作液过滤器
- 更换进线电源的接点
- 设计合理的600小时维护周期确保生产不间断,增加工作时间。
![]() GF 完整增材制造解决方案
GF 完整增材制造解决方案
GF加工方案在以上微课中所谈到的3D打印卫星天线支架案例,为国外制造商已量产的案例,其制造中应用了GF 加工方案所提出的“增材制造七步走” 解决方案。
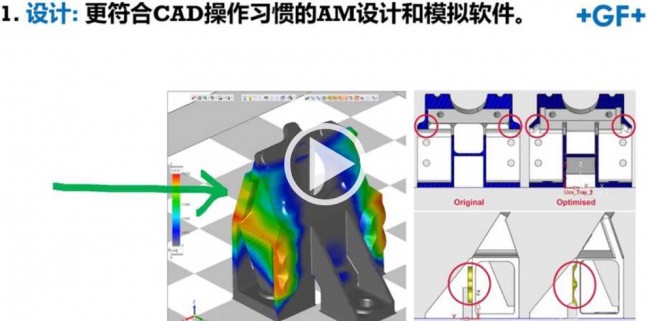
进一步了解GF 完整增材制造解决方案,以及设计、打印、准备、质量控制、CNC 准备、加工、零件切割如何紧密衔接,敬请收看以下微课。
增材制造的系统性解决方案
GF 完整增材制造解决方案线下体验,敬请关注:
AMotion Center 体验日暨技术研讨
l 上海 l 2020年10月16日 l
预约参观敬请致电0769-21652328
或联络GF加工方案各区销售顾问
白皮书下载,加入3D科学谷产业链QQ群:529965687
网站投稿请发送至2509957133@qq.com
欢迎转载,转载请注明来源3D科学谷,并链接到3D科学谷网站原文。