由于使用功能梯度开孔多孔金属生产骨科植入物的可能性,增材制造技术越来越引起植入物制造领域的关注。金属3D打印被应用于制造骨科植入物的主要目的是模仿骨骼的复杂结构,以增加植入物的骨整合。多孔材料的主要优点是减少了骨骼与植入物合金之间的弹性模量不匹配,减轻了应力屏蔽效果并改善了植入物的形态,为组织向内生长提供了生物材料锚固效应。
但目前常见的多孔设计方式并非是十全十美的,因为许多医疗设备需要足够的刚度模量和抗压强度,植入物的骨整合性能和机械性能之间可能需要进行折衷,通过降低骨整合的性能来改善机械性能,反之亦然。
本期,3D科学谷将分享一种新型的增材制造骨科植入物设计方式,能够在骨整合与机械性能方面做出较好平衡,有利于促进骨整合,并展示出孔隙率和抗压强度的新颖比率。
多样化的表面设计
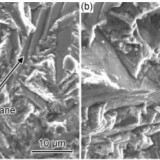
![]() 三重周期性最小表面
三重周期性最小表面
骨科植入物制造企业 RESTOR3D 提出了一种运用三重周期性最小表面(TPMS)结构的3D打印骨科植入物,并提出了其设计与制造方法。
 来源:US10,772,732 Bl
来源:US10,772,732 Bl
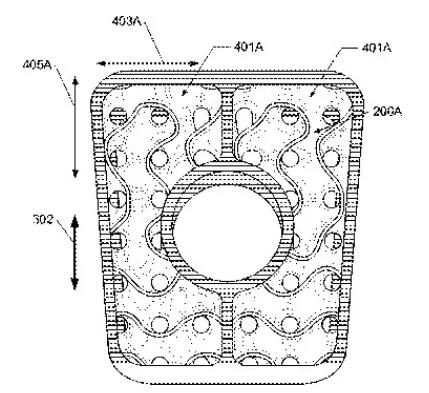
该植入物包括顶表面和底表面与钛框架。钛框架包括周边部分以及将钛框架一分为二的内部,其中周边部分和内部限定了第一空隙区域和第二空隙区域。框架与采用TPMS结构的表面由粉末床选区激光熔化3D打印技术一体化成形。
TPMS表面从钛框架的顶表面穿过第一空隙区域和第二空隙区域延伸到底表面, 带有TPMS的部分具有以下特点:1)旋转(螺旋)结构;2)壁密度大于99%;3)具有第一长度的x和y侧和第二长度的z侧的单位单元;4)刚度模量约为3-14 GPa;5)孔隙率约为55-85%;6)极限压缩强度约为50-230 MPa。
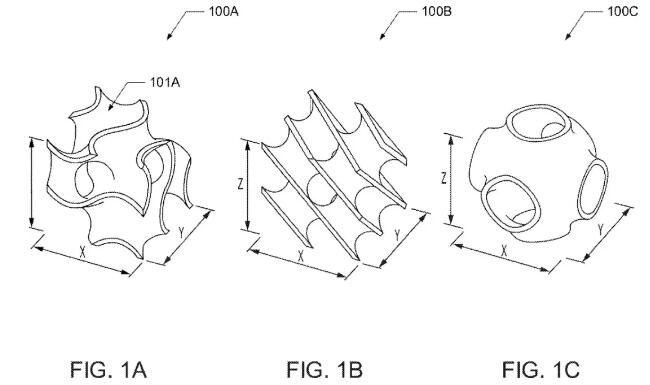 1A-C是一种TPMS 结构-螺旋(gyroid)。来源:US10,772,732 Bl
1A-C是一种TPMS 结构-螺旋(gyroid)。来源:US10,772,732 Bl
以上所描述的植入物能够有利地促进骨整合。骨整合一般是指期望的骨向内生长到植入的结构中。植入物中包含了基于薄片的三重周期性最小表面(TPMS)。
I TPMS 的优势
- 类似于皮质或小梁骨的刚度;
- 孔隙率-抗压强度比,允许植入物宏观结构保持足以执行植入物功能的抗压强度,同时提供足够的孔隙度以实现骨整合;
- 选择性各向异性,从而实现特定方向的机械性能;
- 高表面积-体积比,从而在不牺牲孔隙率的情况下减小植入物的尺寸/重量;
- 平均曲率为零,从而降低了应力集中,在制造过程中提供了自支撑以及恒定横截面的弯曲植入物表面。
在通过以上方法制造的植入物样品中,TPMS 植入物基本上没有缺陷并且展示了孔隙率和抗压强度的新颖比率以及其他期望的机械性能,并具有恒定横截面的弯曲植入物表面。
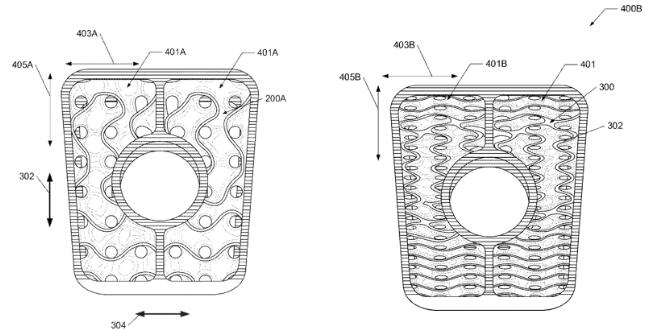 4A-B 为各向同性和各向异性植入物。来源:US10,772,732 Bl
4A-B 为各向同性和各向异性植入物。来源:US10,772,732 Bl
通常增材制造植入物表面多孔结构中有节点或支杆,这些地方会导致应力集中,可能会引入结构缺陷或破坏点。RESTOR3D 所采用的TPMS 结构没有表现出先前植入物的应力集中,而是具有更坚固的植入物结构。
RESTOR3D 对于以上描述的TPMS 植入物进行了增材制造,可使用的技术包括但不限于SLM 3D打印技术。
先前的SLM工艺参数通常导致有缺陷的结构,发生变形或无法达到预期的理想参数,如预期的孔隙率或强度。如使用默认参数制造基于薄片的TPMS植入物,可能会出现内部空隙缺陷,并可能会导致裂纹从而导致结构故障。
RESTOR3D 为了生成理想的TPMS 植入物对工艺参数进行了优化。例如,在其中一次实验中,将非默认和不匹配的激光参数用于轮廓扫描和填充扫描。先前的SLM工艺采用的轮廓扫描和填充扫描激光参数为100瓦(W)、2800毫米/秒扫描速度和50微米聚焦,而新激光参数为,在100瓦,2800毫米/秒扫描速度、50微米聚焦的激光参数下执行轮廓扫描,并且在145瓦的激光参数下执行填充扫描,扫描速度为1000毫米/秒、聚焦为50微米。
3D科学谷Review
在以上植入物设计中所采用的代表性TPMS结构-螺旋(gyroid)是一种的典型的为增材制造而设计的结构,它们既具有高强度重量比,又具有非常高的表面积质量比,多被集成在需要进行热交换的3D打印部件中,例如热交换器、散热器。TPMS 结构在3D打印骨科植入物中的应用,为通过增材制造提升骨科植入物的寿命提供了新的设计优化思路。
更多关于TPMS结构的3D打印应用请前往3D科学谷“仿真与正向设计”内容专辑。
白皮书下载,加入3D科学谷QQ群:106477771
网站投稿请发送至2509957133@qq.com
欢迎转载,转载请注明来源3D科学谷,并链接到3D科学谷网站原文。