谷专栏是3D科学谷内容板块:谷前沿、谷透视、谷研究、谷专栏这四大板块之一。谷专栏基于3D科学谷愿景:贡献于制造业附加值创造,贡献于人类可持续发展。其目的是通过携手科研机构、科学家、企业研发与应用团队,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果。

以下文章来源于材料学网 ,作者材料学网
在金属增材制造过程中,零件的孔隙率会降低机械性能,甚至阻碍金属增材制造的进一步应用。特别是目前与小孔波动相关的小孔的机制尚不完全清楚。
为揭示小孔形成的机理,新加坡国立大学机械工程系闫文涛教授团队采用结合传热、液体流动、马兰戈尼效应和达西定律的多物理热流体流动模型来模拟小孔形成过程,并获得了原位验证结果。仿真结果显示了由于小孔不稳定性和瞬间气泡钉扎在凝固前沿的运动而导致瞬间气泡形成。此外,比较不同激光扫描速度下的小孔形成表明,小孔对制造参数很敏感。此外,低环境压力下的模拟表明提高小孔稳定性以减少甚至避免小孔形成的可行性。
本期谷.专栏将分享这项关于金属增材制造小孔机理的研究。
 相关研究以题“Mechanism of keyhole pore formation in metal additive manufacturing”发表在Computational Materials 。
相关研究以题“Mechanism of keyhole pore formation in metal additive manufacturing”发表在Computational Materials 。
www.nature.com/articles/s41524-022-00699-6
![]() 研究背景
研究背景
金属增材制造 (AM) 以其无需特殊工具就可制造出复杂形状零件的能力而闻名。而且其能缩短产品开发周期,并节省材料成本。但是,金属增材制造工件的孔隙率是一种缺陷,它直接降低了极限强度,它同时也是零件疲劳和断裂强度的缺陷。这类缺陷的存在不符合行业要求的标准,因此阻碍了这些行业采用增材制造技术。为此,增材制造界及学术界已经进行了大量研究以了解增材制造过程中的孔隙形成机制并控制已建成零件的孔隙率。在各种孔隙缺陷中,小孔模式熔化下的孔隙率是激光焊接中普遍存在的缺陷,其引起了广泛关注。
实验表明小孔通常是球形的并且集中在熔池底部。然而,这些实验并没有直接观察到小孔的形成,也不能对小孔的形成机制给出定量的解释。最近,小孔动力学的原位 X 射线成像根据小孔的位置确定了三种类型:(i)小孔壁中间壁架的瞬时气泡,在小孔波动期间迅速消失,(ii)由于激光停止或转动而导致轨道末端的小孔,以及(iii)由于小孔波动而熔化池底部的小孔。
第一种类型的气泡在形成后几乎立即被消除,并且对于孔隙形成机理无关紧要。轨道末端的毛孔不仅与小孔动力学有关,而且还由激光扫描路径决定,而这些孔隙通常通过轮廓扫描和后处理抛光来减少或消除。因此,小孔波动是最显著的,这是本研究的重点。L-PBF中粉末颗粒与激光的相互作用仅对小孔波动和小孔形成有影响。为了排除随机堆积的粉末颗粒的影响,目前的研究仅考虑裸板。
小孔动力学的数值模拟是一种互补,节省成本和有效的方法来了解小孔孔隙的形成机制。马丁等人模拟了轨道末端的小孔,并制定了减少这些孔隙的策略。林等人的模拟结果表明,调整激光入射角可以减少激光焊接过程中小孔的数量。巴亚特等人研究了小孔孔隙与输入功率的关系,并利用实验结果验证了仿真结果。唐等人的模拟结果表明,熔池底部的球形孔隙是随着增材制造期间能量密度的增加而形成的。谭等人的模拟显示小孔孔径随着环境压力的降低而减小。
尽管原位实验和之前的模拟已经对小孔孔隙形成提供了经验观察,但小孔表面的反冲压力分布、能量分布与小孔波动的关系、小孔孔隙形成过程中的熔池流动等基本原理仍然存在且难以捉摸。
研究团队采用多物理场热流体流动模型,传热、熔池流、马兰戈尼效应、金属蒸发反冲压力、达西定律和激光光线追踪等手段,模拟了小孔波动和小孔形成过程。根据X射线成像结果验证了瞬间气泡形成和凝固前沿的模拟结果,分析了激光扫描速度增加对小孔深度波动、吸收能量分布、孔大小、熔池流量和力的变化趋势,以解释其机理和影响。此外,还探索了通过模拟近真空环境压力下的熔池流动来减少甚至消除小孔的方法。
小孔孔隙形成过程有两个不同的阶段:(i)瞬间气泡形成和(ii)在凝固前阶段钉扎。瞬间气泡的形成主要是由于小孔的不稳定性(后小孔壁上的不平衡力)。在凝固前沿的气泡钉扎过程中,瞬间气泡下方的高流速会产生垂直阻力,阻碍气泡上浮到熔池表面。气泡最终被凝固前沿捕获,形成小孔。
小孔表面不均匀分布的反冲压力增加了小孔塌陷形成小孔的可能性。此外,来自糊状区的阻力是相关的,因为它决定了熔池底部的小孔波动。为了提高阻力和小孔波动计算的准确性,需要考虑AM中晶粒形态的达西阻力模型。
![]() 研究结果与讨论
研究结果与讨论
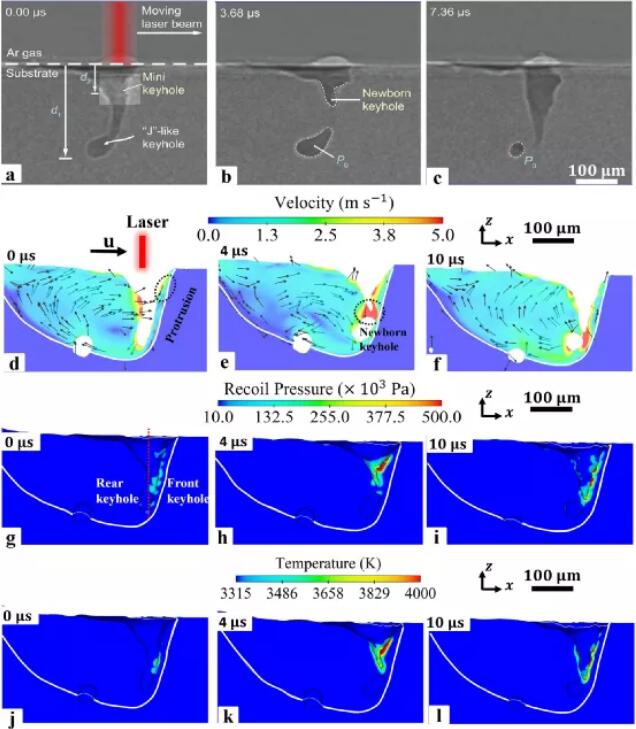 图1为由于小孔不稳定而导致的瞬间气泡形成。a–c 是小孔不稳定性的 X 射线成像结果。d–f、g–i 和 j–l 是仿真案例1中的速度、反冲压力和小孔表面温度。激光位置和扫描方向以a和d表示。系列 b 中的箭头表示速度方向。d 中的黑色虚线圆圈表示前小孔墙上的突出部分。e中的黑色虚线圆圈显示了新生的小孔。g中的红色虚线表示激光位置,并将小孔分隔为后部和前部部件。b–l 中的白色实线是固体温度 Ts的等值线。在普通环境压力下,Ti-6Al-4V的沸腾温度为3315 K,j-l表示小孔表面的沸腾区域。
图1为由于小孔不稳定而导致的瞬间气泡形成。a–c 是小孔不稳定性的 X 射线成像结果。d–f、g–i 和 j–l 是仿真案例1中的速度、反冲压力和小孔表面温度。激光位置和扫描方向以a和d表示。系列 b 中的箭头表示速度方向。d 中的黑色虚线圆圈表示前小孔墙上的突出部分。e中的黑色虚线圆圈显示了新生的小孔。g中的红色虚线表示激光位置,并将小孔分隔为后部和前部部件。b–l 中的白色实线是固体温度 Ts的等值线。在普通环境压力下,Ti-6Al-4V的沸腾温度为3315 K,j-l表示小孔表面的沸腾区域。
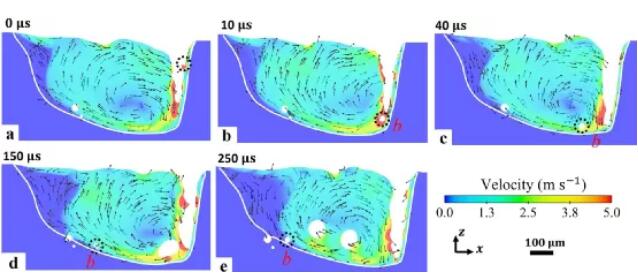 图2为案例2中小孔孔隙形成过程中熔池中的速度场。黑色虚线圆圈在a是迷你小孔。b-e中的气泡b是小孔坍塌的瞬间气泡。a–e 中的白色实线是固体温度 Ts的等值线。
图2为案例2中小孔孔隙形成过程中熔池中的速度场。黑色虚线圆圈在a是迷你小孔。b-e中的气泡b是小孔坍塌的瞬间气泡。a–e 中的白色实线是固体温度 Ts的等值线。
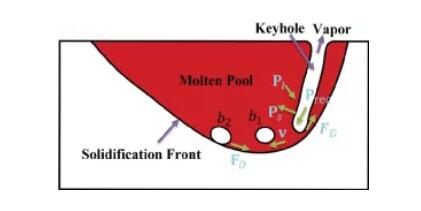 图3 小孔孔隙形成过程示意图。金属蒸发产生的反冲压力(Prec)、流体动压(Pl)、表面张力压力(Ps)和糊状区阻力(FD)导致小孔不稳定,产生气泡b1和b2。由于伯努利原理,气泡不会直接漂浮起来,而是被凝固前沿捕获。
图3 小孔孔隙形成过程示意图。金属蒸发产生的反冲压力(Prec)、流体动压(Pl)、表面张力压力(Ps)和糊状区阻力(FD)导致小孔不稳定,产生气泡b1和b2。由于伯努利原理,气泡不会直接漂浮起来,而是被凝固前沿捕获。
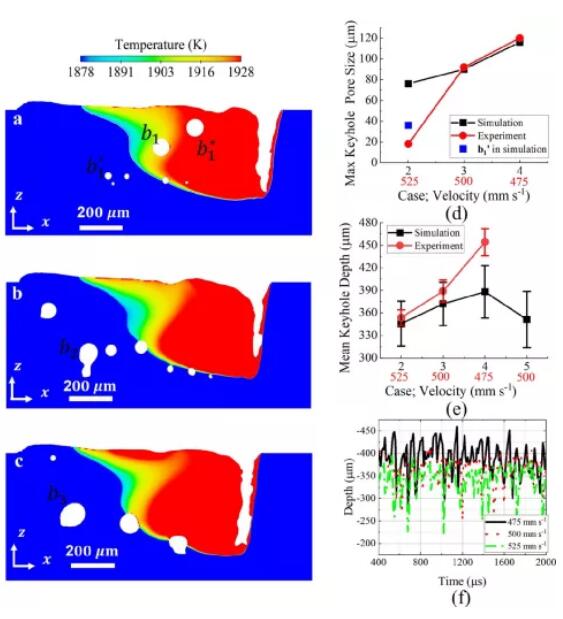 图4显示了下孔和孔隙特征。a–c 在扫描轨道中心平面的 t = 2000 μs 处,案例 2 (525 mm.s−1)、案例 3 (500 mm.s−1) 和案例 4 (475 mm.s−1) 中的小孔孔隙。d、e 最大孔隙孔径和平均小孔深度之间的模拟和实验。f 小孔深度随时间波动。b1、b2和b3分别是案例2-4中的最大孔隙。b01在a中是模拟案例2中的第二大孔隙,用e表示。外壳编号和激光扫描速度以d,e一起显示,以便更好地进行比较。e 中的误差线是小孔深度的标准偏差。
图4显示了下孔和孔隙特征。a–c 在扫描轨道中心平面的 t = 2000 μs 处,案例 2 (525 mm.s−1)、案例 3 (500 mm.s−1) 和案例 4 (475 mm.s−1) 中的小孔孔隙。d、e 最大孔隙孔径和平均小孔深度之间的模拟和实验。f 小孔深度随时间波动。b1、b2和b3分别是案例2-4中的最大孔隙。b01在a中是模拟案例2中的第二大孔隙,用e表示。外壳编号和激光扫描速度以d,e一起显示,以便更好地进行比较。e 中的误差线是小孔深度的标准偏差。
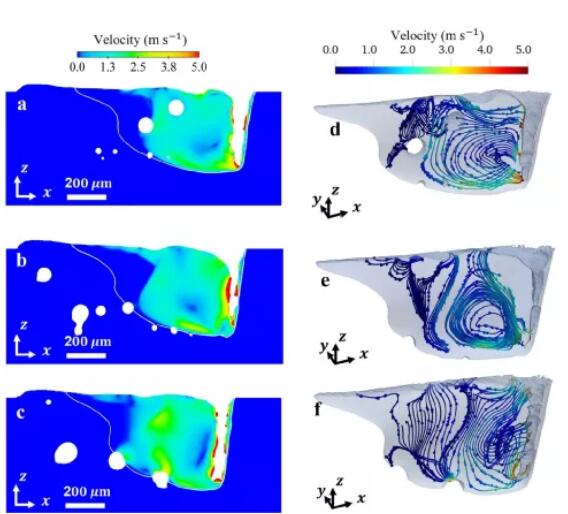 图5为论文案例2-4中熔池的速度场。在案例 2 (a, d)、案例 3 (b, e) 和案例 4 (c, f) 中,熔池中的 a–c 速度大小和 d–f 流线在 t = 2000 μs 时。a–c 中的白色实心曲线和 d–f 中的灰色等值线是固体温度 Ts的等值线。
图5为论文案例2-4中熔池的速度场。在案例 2 (a, d)、案例 3 (b, e) 和案例 4 (c, f) 中,熔池中的 a–c 速度大小和 d–f 流线在 t = 2000 μs 时。a–c 中的白色实心曲线和 d–f 中的灰色等值线是固体温度 Ts的等值线。
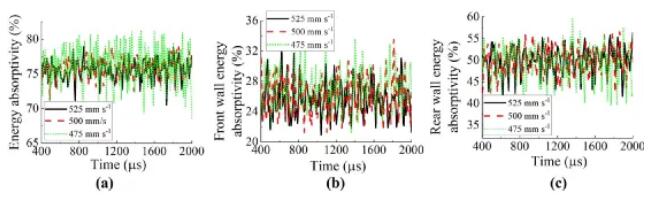 图6 为论文案例2-4中小孔表面的能量吸收率。a 整个小孔表面,b前小孔壁和c后小孔壁。
图6 为论文案例2-4中小孔表面的能量吸收率。a 整个小孔表面,b前小孔壁和c后小孔壁。
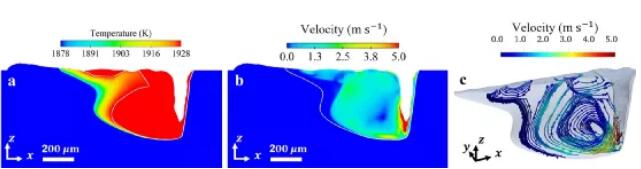 图7为在t=2000μs,10-4atm环境压力下熔池流动的模拟结果。a 熔池中的温度分布、b速度幅度分布和c流线。a中的白色曲线是液相温度Tl的等值线,b中的白色曲线和c中的灰色等值线是固体温度Ts的等值线。
图7为在t=2000μs,10-4atm环境压力下熔池流动的模拟结果。a 熔池中的温度分布、b速度幅度分布和c流线。a中的白色曲线是液相温度Tl的等值线,b中的白色曲线和c中的灰色等值线是固体温度Ts的等值线。
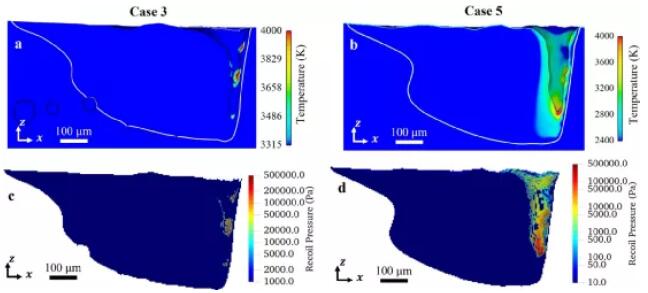 图8为不同环境压力下小孔表面温度和反冲压力的比较。a、b 温度场高于沸腾温度和c、d在普通环境(案例3)和低环境压力(案例5)下小孔表面的反冲压力。a、c 和 b、d 分别是案例 3 和案例 5 的仿真结果。a 和 b 中的白色曲线是固体温度 Ts的等值线。
图8为不同环境压力下小孔表面温度和反冲压力的比较。a、b 温度场高于沸腾温度和c、d在普通环境(案例3)和低环境压力(案例5)下小孔表面的反冲压力。a、c 和 b、d 分别是案例 3 和案例 5 的仿真结果。a 和 b 中的白色曲线是固体温度 Ts的等值线。
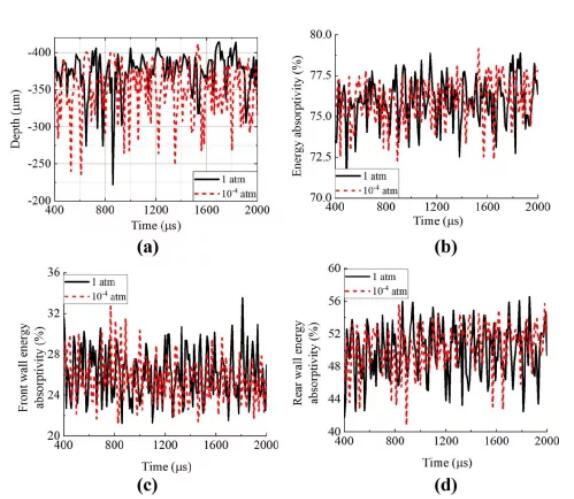 图9显示了案例3(1个大气压)和案例5(10−4大气压中的小孔深度和能量吸收率。a 小孔深度,b总能量吸收率,前小孔壁上的能量吸收率,后小孔壁上的d能量吸收率。
图9显示了案例3(1个大气压)和案例5(10−4大气压中的小孔深度和能量吸收率。a 小孔深度,b总能量吸收率,前小孔壁上的能量吸收率,后小孔壁上的d能量吸收率。
小孔孔径对制造参数很敏感。随着激光扫描速度的略微增加,小孔孔径显著减小,小孔形状变为球形,水平分布在熔池底部。此外,小孔波动和能量吸收率变化的特征可以作为预测小孔形成可能性的标准。低环境压力是减少甚至消除小孔形成的可行方法。与普通环境压力相比,低环境下后小孔壁的反冲压力更大,并保持了稳定的小孔形状。
白皮书下载,加入3D科学谷QQ群:106477771
网站投稿请发送至2509957133@qq.com
欢迎转载,转载请注明来源3D科学谷,并链接到3D科学谷网站原文。