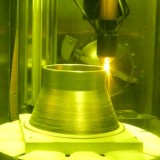
随着发生卫星的需求快速增加,越来越多的公司正在竞相开发更小、成本更低的火箭来支持卫星发射。2022 年 4 月 21 日,Launcher 的 E-2 液体火箭发动机在美国宇航局斯坦尼斯航天中心获得成功测试。E-2 是一种封闭循环 3D 打印的高性能液体火箭发动机,为 Launcher Light 运载火箭开发(计划于 2024 年首次发射)。值得一提的是E-2 发动机通过运用无支撑金属3D打印的技术,起到了四两拨千斤的作用。
 3D打印液体火箭发动机
3D打印液体火箭发动机
© Launcher
 航空航天增材制造应用发展方向
航空航天增材制造应用发展方向
© 3D科学谷白皮书
![]() 成就复杂精密的零件
成就复杂精密的零件
Launcher E‑2 液体火箭发动机针对大规模生产和低成本进行了优化,3D打印助力引擎达到了令人难以置信的技术水平:成就更高性能的液氧(LOX)和煤油(RP‑1)液体火箭发动机。
从一开始,E‑2就被设计成最高性能的发动机在小型卫星发射器类中推力最大,推进剂最低消耗量和每磅推力的最低成本。但是像E‑2这样的创新设计需要使用同样创新的技术。为了帮助 E‑2 从设计过渡到完全实现的部件,Launcher在每个阶段利用3D打印和增材制造(AM)开发,这有助于降低项目成本并优化其设计大量生产。
如果任何液体火箭发动机,到达轨道后,涡轮分子泵是该项目中最具挑战性的部分之一……或者至少是挑战的一半,用于分级燃烧的涡轮泵,由于封闭的循环,挑战的水平会增加。
Launcher 的工程师要求 LOX 泵的叶轮高度平衡,使其能够以所需的30,000转/分旋转,在低温条件下,同时运输液氧。3D打印的30,000 rpm 转速旋转的叶轮产生大约在涡轮机产生 1 兆瓦的电力,在这种类型环境,在 4000 psi 的排放压力下,任何异常,包括转子和定子之间的任何摩擦,都可能导致计划外的拆卸。
根据3D科学谷的市场观察,通过3D打印技术制造整体式的火箭发动机是从事小型航天器发射的航天公司的技术聚焦点之一。对于初创企业而言,航空航天业一直是一个难以进入的市场,挑战并非仅仅来自知识产权,除了需要与现有的航空航天业供应商巨头竞争,像Launcher这样的初创企业还面对多方面的挑战与压力。
常用的金属3D打印技术面临的挑战是零件的悬垂表面往往需要支撑材料,这些支撑结构难以正确设计,并且在后处理过程中从零件中移除既困难又昂贵。对支撑材料的需求通常会导致工程师为了避免需要支撑材料而牺牲其优化设计,并且修改现有设计的可3D打印性。
之前,为了避免使用难以移除的内部支撑,增材制造工程师被迫将叶轮倾斜一个角度以完成增材制造。这种倾斜,旨在使零件可3D打印,但通常会产生不平衡的几何形状,这对这种类型的组件是有害的。3D科学谷了解到虽然这种方法可能会产生一个看起来像功能性叶轮的零件,但以这种方式3D打印的金属打印零件角度通常会变得拉长或不圆,并且无法在最终产品所需的公差范围内进行平衡。
通过Stratasys的直接制造服务,Launcher制造一个平衡良好的诱导叶轮加速并驱动LOX进入燃烧室,从而产生更大的流体流动并最终为火箭提供更大的推力。
通过集成两个独立的零件,将诱导轮和叶轮合二为一,通过3D打印成为效率更高的零件,打印材料是INCONEL®718,是一种耐腐蚀材料,具有良好的液氧兼容性和出色的低温下的机械强度。
 © Velo 3D & Launcher
© Velo 3D & Launcher
![]() 硬件与软件的组合实力
硬件与软件的组合实力
根据3D科学谷的了解,当前航空航天采用金属增材制造存在着一些障碍与挑战,与更简单的 3D 打印技术相比,金属增材制造本质上涉及对过程的更严格控制。这些反过来又可能成为该行业许多人的进入障碍。以惰性气体(也称为稀有气体)的问题为例。金属 3D 打印需要充满这些气体的封闭构建室,以确保零件质量。对于确保氧气不会进入并导致脆化或其他不良冶金条件至关重要。
材料的反应性越强在加工方面是另外一个挑战,例如与航空工业首选的钛或其他合金,由于其高强度重量比,可能的损坏就越大。这是因为氧气和氢气会在零件中产生高孔隙率水平,从而对强度和刚度特性产生负面影响。
因此,气体调节很重要,因为没有它,用户将获得不太完美的结果,这显然不是航空航天等安全关键行业的选择。在使用传统系统时,调节这种惰性气体流量以跟上激光发射过程中产生的烟灰通常是一个问题。这会导致烟灰堆积会干扰传递到粉末床的能量,从而导致结果不一致。
除了气体问题,另一个潜在的障碍与软件有关。值得注意的是,该公司指出,许多传统解决方案不提供现场监控,也不允许用户提前优化构建参数。如果没有具体、可靠的现场监控,用户将无法捕获可用的指标,从而使用户无法识别打印过程中的缺陷。这反过来会导致更多的构建失败,因为零件只有在流程完成后才被识别为有缺陷的。当涉及到参数时,这也是一个问题。如果系统无法优化特定零件的参数,则用户被迫进行多次构建以微调设计以达到所需的最终质量。这既浪费又昂贵,对希望采用金属增材制造的业内人士构成了重大障碍。
最后,航空航天公司进入金属增材制造市场的最大障碍之一是铺粉刮刀刀片,当零件过热导致可以到达刀片的突起时,是激光粉末床系统构建失败的主要原因之一。为了获得更有效、更可靠的打印,这是必须解决的主要问题之一。
克服更常用的金属3D打印遇到的问题,此案例中使用了Velo3D Sapphire®系统,凭借Velo3D固有的 SupportFree™ AM 工艺,克服了与常用金属AM增材制造技术相关的设计和制造妥协。
在取得积极成果后,零件经过了磨料流加工工艺,使流体流动顺畅,还通过CNC数控进行了实现最终精度的精加工。该组件还经过荧光处理、渗透检查和涂层以验证达到项目规范。
像 Launcher 这样的项目所面临的部分挑战是经历了如此多的建模、改进和迭代的设计。借助 Velo3D 及其 Flow™ 软件和Sapphire®3D打印机之间的协同作用,Stratasys Direct 能够通过真正的端到端增材解决方案交付这些复杂的设计。
叶轮的成功打印主要由于VELO 3D的“无支撑”3D打印技术,其受到航空航天领域采用的原因还在于VELO 3D的Assure™质量保证和控制系统。该系统具有直观的图表,使用户能够查看和解释在构建过程中收集的大量数据。根据VELO 3D,这些信息可帮助工程师验证构建过程中每个步骤的质量,并使其在出现问题时能够快速做出决策。确保可以帮助减少生产差异,提高产量并规避异常情况,以确保一致的增材制造结果。
由于在空气动力学设计方面必须同时满足卓越的耐用性和高温工作的挑战性要求,飞机硬件尤其难以通过3D金属打印的方式来制造。VELO3D的技术能够生产轻薄、复杂的设计部件,满足最苛刻工作条件下的任务关键型应用要求。
根据3D科学谷的市场观察,在国内,所有的国际和国内品牌都面临着同样残酷的价格竞争,用户在决策采购3D打印设备的时候,往往忽略了功能实现才是自己最终所关注的用户价值所在,而是将设备商的硬件参数放在一起做比较,在看似“同样”的设备配置基础上,往往单纯的去压低设备商的价格。这是3D打印应用端需要警醒的一个误区,更稳定更智能的设备是创造产品的基础,忽略设备的软性条件,这未免也将用户自身的制造需求引入了另外一种误区,对产业的自身发展也是极为不利的。
知之既深,行之则远。基于全球范围内精湛的制造业专家智囊网络,3D科学谷为业界提供全球视角的增材与智能制造深度观察。有关增材制造领域的更多分析,请关注3D科学谷发布的白皮书系列。
![]()
白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。