以下文章来源于特种铸造 ,作者特铸杂志

近年来,三维互穿网络结构SiC/Al复合材料因其特殊的微观结构和优异的综合性能而受到关注。不同于SiC颗粒弥散分布于Al基体相中的常规复合材料,互穿网络复合材料中SiC相和铝合金相在三维空间中是连续的,并相互渗透形成网络结构,SiC相和铝合金相之间的协同作用使复合材料具有良好的综合性能,如较高的强度和断裂韧度以及良好的耐磨性和抗热震性等。
制备互穿网络SiC/Al复合材料的前提和关键是网络结构SiC预制体,3D打印工艺由于复杂结构成形能力强和材料适用性广等特点,正在成为复合材料预制体制备及新型复合材料开发的新兴热点。金属熔体在预制体中的良好浸渗是制备互穿网络SiC/Al复合材料的另一个关键问题。无压浸渗工艺简单易行、可自发进行,对预制体结构可能造成的破坏最小,其难点在于促进SiC和铝合金熔体之间的润湿性并抑制有害界面反应的发生。铝合金中的Mg元素可以减少熔体表面的氧化铝层,使熔体与SiC表面相接触,是铝合金在SiC预制体中实现良好润湿的关键。浸渗温度对浸渗效果也具有很大的影响。
兰州理工大学的学者基于3D打印的网络结构SiC预制体和无压浸渗工艺,制备互穿网络SiC/Al复合材料。为保证无压浸渗的自发进行,采用Al-10Mg合金并在N2气氛下浸渗。主要研究了SiC/Al-10Mg复合材料的微观组织和性能,并分析浸渗温度的影响,为今后结合3D打印和无压浸渗开发新型网络互穿复合材料提供参考。
![]() 研究方法
研究方法
原料有SiC粉末(平均粒径为0.45μm)、工业纯铝(99.7%)、纯镁(99.95%)。以工业纯铝和纯镁按10%的Mg的含量配制出Al-10Mg合金。表1为各组分的含量,将SiC粉末加入由卡拉胶水溶液、四甲基氢氧化铵溶液、聚乙二醇、丙三醇和去离子水组成的混合液中,使用行星式球磨机球磨19h,得到水基SiC浆料。用浓HCl溶液调节浆料pH值,使其成为膏体状。

SiC预制体的3D打印工艺和设计模型见图1。将制备好的SiC浆料注入3D打印机的料筒中,并以一定的速度挤出。挤出头根据STL文件分层切片的轨迹数据沿X-Y方向移动,挤出体层层堆积形成SiC预制体毛坯(见图1c)。用真空冷冻干燥机中将打印好的预制体毛坯在-30℃和50Pa的真空度下冷冻干燥24h,然后用管式电阻炉在1350℃烧结3h获得SiC预制体。
将SiC预制体固定在内径为20 mm的石墨坩埚底部,预制体上放置Al-10Mg合金棒,然后将坩埚放入真空管式炉内,在氮气气氛下进行铝合金的无压浸渗。浸渗过程中氮气流量为600mL/min,升温速率为10℃/min,升温到预定浸渗温度后保温4h,然后以10℃/min速度降温至室温,获得互穿网络结构SiC/Al-10Mg复合材料。
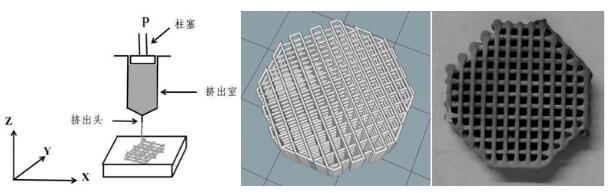 (a) 3D打印工艺示意图 (b) 预制体设计模型 (c)预制体毛坯
(a) 3D打印工艺示意图 (b) 预制体设计模型 (c)预制体毛坯
图1 SiC预制体的3D打印工艺
![]() 研究结果
研究结果
SiC预制体由φ0.8mm的挤出丝分层堆积而成,分层厚度为0.6mm。3D打印SiC预制体具有层级结构的多孔结构,宏观上是由挤出丝构成的多孔网络结构,挤出丝内部是SiC颗粒构成的微孔网络结构,合金熔体浸渗不仅要填充SiC挤出丝间的大孔网络,还要渗入SiC颗粒间的微孔网络,才能形成致密的复合材料。
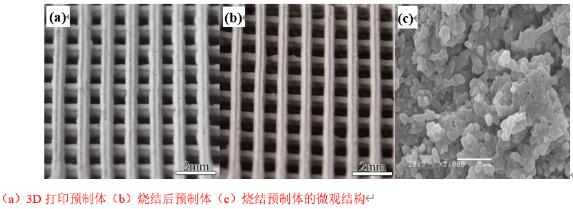 图2 SiC预制体的表观形貌和微观结构
图2 SiC预制体的表观形貌和微观结构
制体实际上是由表面覆盖有SiO2的SiC颗粒组成的。SiC表面的SiO2氧化膜可以阻止SiC和Al熔体的直接接触,有效抑制了界面脆性相 Al4C3的形成,故而改善了复合材料的性能。由于SiO2与铝合金的润湿性比SiC更好,SiC颗粒表面的SiO2层也有助于铝合金熔体的浸渗以及减少界面缺陷。
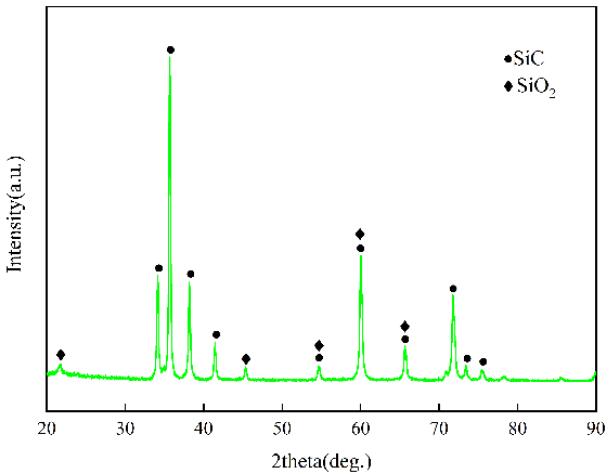 图3 SiC预制体的XRD图谱
图3 SiC预制体的XRD图谱
当温度低于800℃时,铝合金熔体表面的Al2O3膜会阻碍熔体在SiC颗粒表面的润湿,浸渗基本不会发生。当温度升高到900℃时,Al和Al2O3可以发生反应。无压浸渗的发生是一个熔体前沿在预制体中逐渐润湿并推进的过程,因此需要一定的浸渗时间完成浸渗过程,浸渗温度较高时浸渗速度较快。在900℃下SiC预制体的浸渗试验表明,Al-10Mg合金可以在SiC预制体中发生浸渗,但浸渗不完全。在910~950℃保温4h,SiC预制体中网络框架间隙都可以被Al-10Mg合金熔体完全填充,而且无压浸渗后SiC陶瓷的结构特征保持良好。由于预制体中最窄间隙部分可以被完全浸渗,说明整个复合材料都浸渗良好。复合材料中,Al-10Mg与SiC框架形成了互穿网络结构,即两者在三维空间内分别是连续的。
 (a)浸渗温度910℃ (b)浸渗温度930℃ (c)浸渗温度950℃
(a)浸渗温度910℃ (b)浸渗温度930℃ (c)浸渗温度950℃
图4 互穿网络SiC/Al-10Mg复合材料纵截面
互穿网络结构SiC/Al-10Mg复合材料中,除图4中挤出丝相交位置外,其余大部分位置是铝合金包围SiC挤出丝的结构形式,在这些位置任意选取挤出丝与Al合金的界面附近。
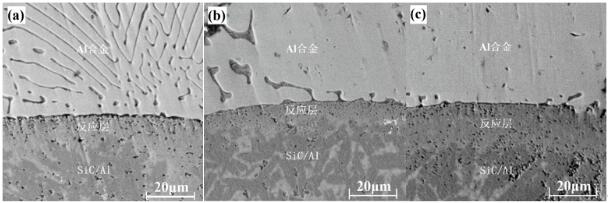 (a)浸渗温度910℃ ( b)浸渗温度930℃ (c)浸渗温度950℃
(a)浸渗温度910℃ ( b)浸渗温度930℃ (c)浸渗温度950℃
图5 复合材料在SiC/Al界面附近的微观组织
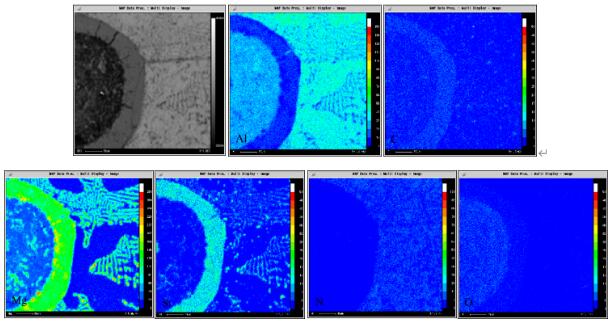
互穿网络SiC/Al-10Mg复合材料的微观组织可以分为3个部分:由预制体网络框架内填充的铝合金熔体凝固后形成的铝合金部分;由铝合金熔体与SiC挤出丝外层反应形成的复合壳层;由铝合金熔体在挤出丝内的SiC颗粒间浸渗形成的SiC/Al复合内芯。
3个部分的组织为:合金部分由铝合金和Mg2Si第二相组成;复合壳层由Mg2Si、MgAl2O4和少量SiC、Al合金组成;复合内芯主要由SiC和铝合金组成,有少量的Mg2Si。在复合材料组织中,还有一些Si相在铝合金的凝固结晶过程中形成。根据成分和物相分析,未发现有Al4C3的存在,因此在复合材料制备过程中有害相Al4C3没有生成或者生成量微小。
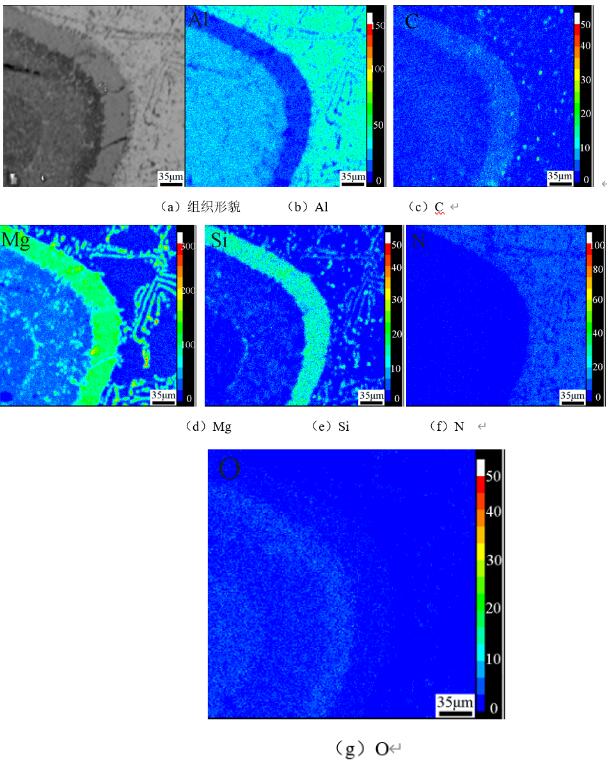 图6 浸渗温度910℃下SiC/Al复合材料SEM形貌及电子探针面扫描
图6 浸渗温度910℃下SiC/Al复合材料SEM形貌及电子探针面扫描
 (a)组织形貌(b)Al(c)C(d)Mg(e)Si(f)N(g)O
(a)组织形貌(b)Al(c)C(d)Mg(e)Si(f)N(g)O
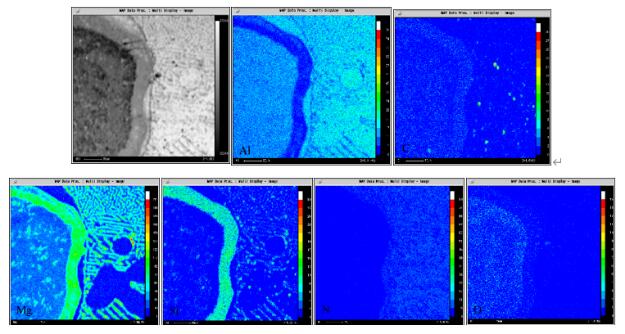
图7 浸渗温度930℃下SiC/Al复合材料微观组织的电子探针面扫描
 a)组织形貌(b)Al(c)C(d)Mg(e)Si(f)N(g)O
a)组织形貌(b)Al(c)C(d)Mg(e)Si(f)N(g)O
图8浸渗温度910℃下SiC/Al复合材料微观组织的电子探针面扫描
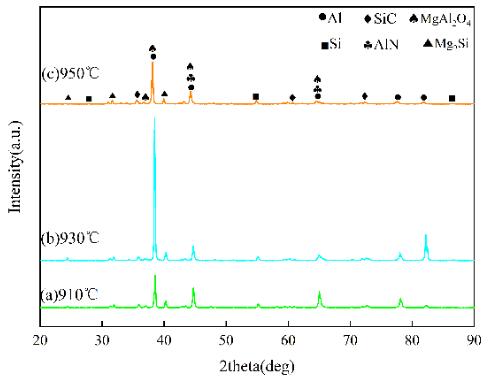 图9 SiC/Al复合材料的XRD图谱
图9 SiC/Al复合材料的XRD图谱
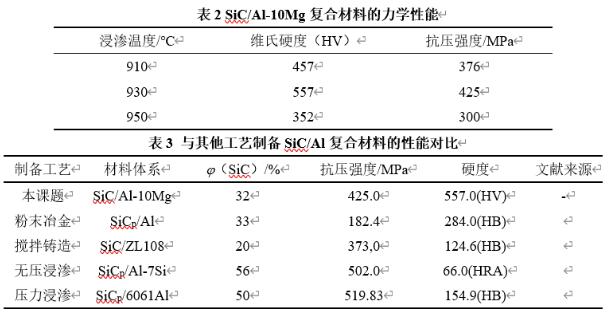
SiC/Al-10Mg复合材料的抗压强度和硬度测试结果见表2。3D打印的SiC预制体网络框架对复合材料起到了明显的增强作用。
不同浸渗温度下复合材料以韧性撕裂的形式发生破坏,并有少量脆性断裂。没有看到明显的SiC挤出丝或者SiC颗粒,说明复合材料中不同部分之间的结合以及SiC/Al合金的界面结合良好,在压缩过程中复合材料主要发生塑性应变,在屈服极限下发生韧性断裂。在压缩过程中,裂纹主要在合金部分的第二相、复合壳层或者复合内芯中的微孔、SiC/Al合金界面处萌生,在裂纹发展过程中,可能会遇到复合壳层中的混合反应产物、SiC颗粒、Mg2Si相等,在破坏或者绕开时消耗能量,从而阻碍了裂纹的延展并提高了材料的性能。从图中可以看出,在930℃浸渗的试样中存在更少的微孔,在950℃浸渗的试样中不仅微孔多,而且由于反应过度形成更多脆性化合物导致了更多的脆性断裂。
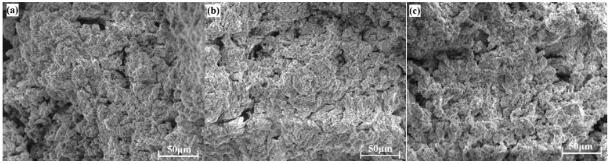 (a)910℃ (b)930℃ (c)950℃
(a)910℃ (b)930℃ (c)950℃
图10不同浸渗温度下SiC/Al-10Mg复合材料的断口形貌
图11为SiC/Al-10Mg复合材料的摩擦性能测试结果。可以发现,在前100s,少量微凸体与摩擦副表面摩擦接触过程中相互作用很不稳定,实际接触面积较小,接触应力大,这个过程中摩擦系数波动较大。随摩擦过程的进行以及前期的磨合,接触面积逐渐增大,相互作用达到稳定,变化浮动较小(≤0.1),材料进入稳定滑动阶段,说明复合材料具有良好的耐磨稳定性。3种试样的摩擦因数曲线基本相同,约在0.2左右。在930℃浸渗的试样,在摩擦过程中摩擦系数比较稳定,波动最小,摩擦系数波动最大的为950℃下浸渗的试样。测取了复合材料的磨损体积并对其磨痕进行微观分析。浸渗温度为910、930和950℃下试样磨损率分别为4.13×10-7、3.37×10-7和5.03×10-7cm3/(N•m),在930℃下浸渗的复合材料磨损率最小。
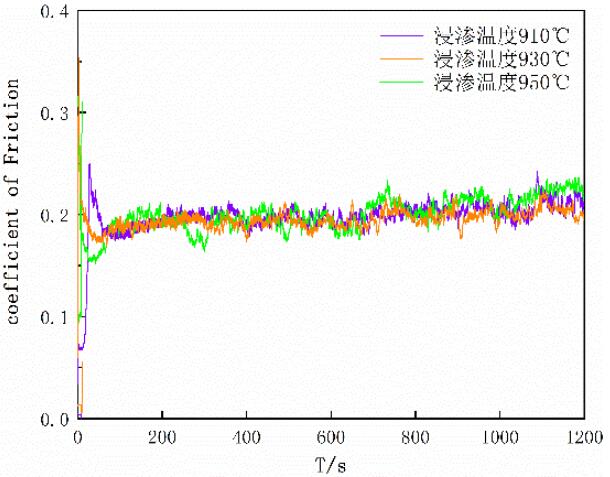 图11 SiC/Al-10Mg复合材料的摩擦系数
图11 SiC/Al-10Mg复合材料的摩擦系数
图12为不同浸渗温度下SiC/Al-10Mg复合材料的磨痕。可以看出,复合材料的磨损表面显示出细微的划痕和分层特征,显示出该材料存在轻微的磨粒磨损和严重的粘着磨损。复合壳层和复合内芯相比于Al合金部分脆性较高,容易发生破坏而形成碎片剥落,因此在SiC复合材料区域出现了一些凹坑。浸渗温度为910℃的试样,虽然磨损面看起来比较平整,但是磨痕深度最大差值为227μm,说明磨损不均匀,这可能是前述分析中组织不均匀造成的;浸渗温度为930℃的试样,磨痕深度最大差值为156μm,犁沟深度较均匀,出现一些剥落凹坑,反映出组织中有更多的脆性反应产物;浸渗温度为950℃的试样,磨痕深度最大差值增大到185μm,且出现较多剥落凹坑,造成材料大量磨损,说明组织中大量脆性反应产物在摩擦时造成材料破坏,此时磨损量最大。
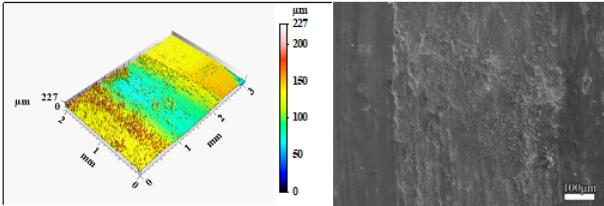 (a)浸渗温度910℃
(a)浸渗温度910℃
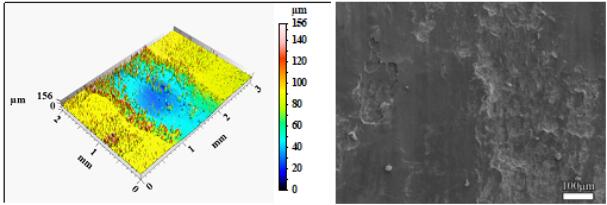 (b)浸渗温度930℃
(b)浸渗温度930℃
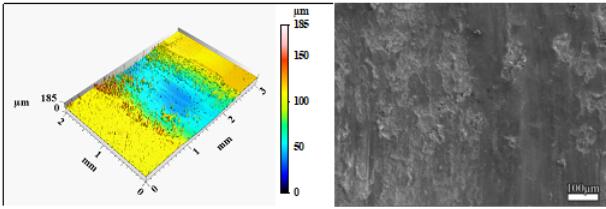 (c)浸渗温度950℃
(c)浸渗温度950℃
图12 不同温度下SiC/Al-10Mg复合材料的磨痕
![]() 研究结论
研究结论
(1)在910~950℃范围内,Al-10Mg合金可以完整浸渗3D打印SiC预制体的层级网络结构,制备的复合材料微观组织由互穿的1铝合金和“壳-芯”结构网络框架构成。
(2)SiC/Al-Mg复合材料的物相组成除了SiC和Al合金外,还有反应生成的Mg2Si、MgAl2O4和Si相等。
(3)浸渗温度的提高促进了反应的发生和组织的均匀,但是浸渗温度提高到950℃时,复合材料框架的壳层厚度较大,孔隙率过高,导致材料的力学性能和摩擦性能迅速降低。当浸渗温度为930℃时,SiC/Al-Mg复合材料综合性能最佳,抗压强度和维氏硬度(HV)达到425MPa和557,磨损率为3.37×10-7cm3/(N•m)。
l 参考文献:
王琼,刘洪军.基于3D打印预制体的 SiC/AI-Mg复合材料组织与性能[J].特种铸造及有色合金,2022,42(5):614-620.
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。