以下文章来源于材料学网 ,作者材料学网

通过激光粉末床熔化(LPBF) 增材制造工艺生产的 AlSi10Mg 合金部件通常比通过传统成熟加工技术制造的部件具有更高的强度但延展性更低。熔池边界对 LPBF 生产的 AlSi10Mg 的延展性和断裂行为的影响尚未得到系统研究。
多伦多大学材料科学与工程系的研究团队在相关工作中,重点使用原位拉伸试验研究熔池边界区域的局部应变演变、微孔生长和裂纹形成和基于同步加速器的 X 射线显微断层扫描。结果表明,熔池边界的面积分数从 5.48% 降低到 4.48% 导致 LPBF AlSi10Mg 样品的拉伸延展性从 7.2% 增加到 9.8%。通过影响 LPBF 工艺中熔池边界的密度,同时保持零件密度,这项研究工作为实现兼具高强度和延展性的 AlSi10Mg 增材制造产品提供了一个新机会。
 论文链接:https://doi.org/10.1016/j.scriptamat.2022.114954
论文链接:https://doi.org/10.1016/j.scriptamat.2022.114954
![]() 研究背景
研究背景
激光粉末床融合( LPBF ) 使用激光束熔化粉末并构建三维近净形零件。AlSi10Mg 的 LPBF 因其高强度重量比、优异的耐腐蚀性以及在汽车和航空航天工业。与铸态对应物相比,LPBF 生产的 AlSi10Mg 显示出更高的强度。然而,相对较差的延展性阻碍了 AlSi10Mg LPBF 增材制造技术的商业应用。
LPBF 增材制造AlSi10Mg 材料系统通常表现出异质的微观结构特征,例如 (i) 熔池内的细孔,(ii) 沿熔池边界的粗孔,以及 (iii) 熔池边界外围的热影响区 (HAZ)。在研究异质微观结构,特别是熔池边界对 LPBF 增材制造AlSi10Mg 的断裂机制和拉伸延展性的影响方面存在知识空白。
最近的一些研究表明,熔池边界是有利于断裂起始或扩展的薄弱区域,拉伸试验样品显示出各向异性强度和延展性。例如,断裂表面表现出类似激光扫描的特征,并且铝基体之间的Si开裂或脱聚优先发生在熔池边界。然而,Delahaye等人的其他研究,报道 LPBF AlSi10Mg 的断裂发生在HAZ,而不是熔池边界。但该研究的样品延展性差(~1.8%),不足以支持其延展性断裂的声明。迄今为止还没有论文系统地分析 LPBF AlSi10Mg 中的微孔和裂纹形成。因此,缺乏对熔池边界对断裂行为的作用的基本理解LPBF AlSi10Mg。
在此背景下可以开展的研究问题有两个:(1)首先,探索熔池边界的密度如何影响 LPBF AlSi10Mg 的断裂机制和拉伸延展性;(2)其次,探索微孔形核过程,熔池边界区域的增长和连接。在这项工作的背景下,熔池边界的密度是通过其面积分数来估计的。
为了解决这些研究问题,多伦多大学材料科学与工程系提出了一种通过改变激光融化距离来调整 LPBF AlSi10Mg 延展性的方法,同时确保零件密度保持不变,并为通过原位拉伸测试和基于同步加速器的 X 射线显微断层扫描观察熔池边界,了解其断裂机制提供了新的机会。
LPBF 增材制造AlSi10Mg 的断裂主要归因于熔池边界处微孔和裂纹的形成和扩展,这是由熔池内部和熔池边界之间的应变不相容引起的。因此,目前的工作表明,LPBF AlSi10Mg 的延展性可以通过降低熔池边界的密度来提高。
![]() 图文解析
图文解析
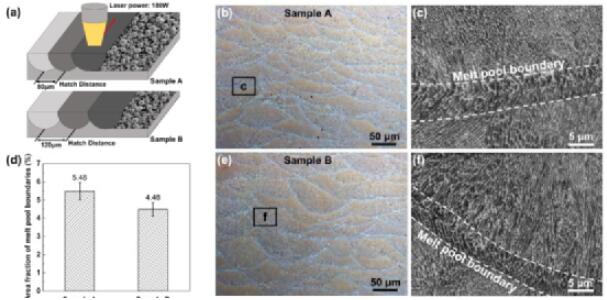 图 1 (a)使用两种不同间距(分别为80 μm 和120 μm)的LPBF过程示意图。(b) 光学显微镜 (OM) 图像和 (c) 扫描电子显微镜 (SEM) 图像显示样品 A 的微观结构。(d) 样品 A 和 B 的熔池边界的面积分数。(e) OM 图像和 ( f) 显示样品 B 微观结构的 SEM 图像。
图 1 (a)使用两种不同间距(分别为80 μm 和120 μm)的LPBF过程示意图。(b) 光学显微镜 (OM) 图像和 (c) 扫描电子显微镜 (SEM) 图像显示样品 A 的微观结构。(d) 样品 A 和 B 的熔池边界的面积分数。(e) OM 图像和 ( f) 显示样品 B 微观结构的 SEM 图像。
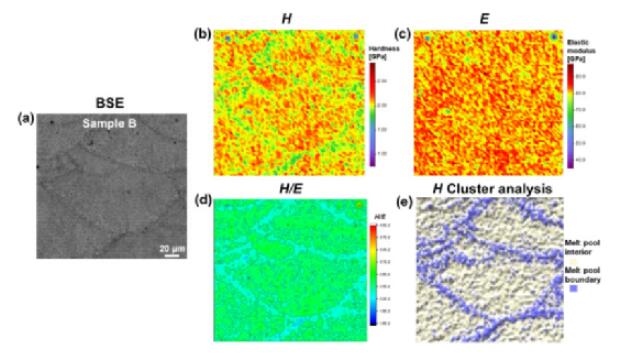 图 2 (a) BSE 图像显示样品 B 中压痕后的区域。(b) 局部纳米硬度( H ),(c)弹性模量( E ),(d) 在 (a) 中显示的区域中H与 E 的值。(e) (b) 的 K 均值聚类分析。
图 2 (a) BSE 图像显示样品 B 中压痕后的区域。(b) 局部纳米硬度( H ),(c)弹性模量( E ),(d) 在 (a) 中显示的区域中H与 E 的值。(e) (b) 的 K 均值聚类分析。
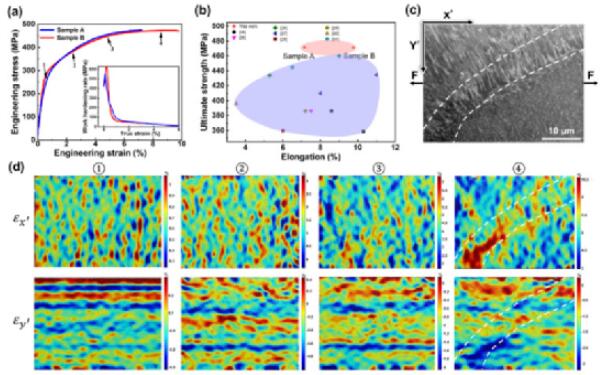 图 3 (a) 样品 A 和 B 的工程拉伸应力-应变曲线(作为真实应变函数的加工硬化率显示在插图中)。应力-应变曲线中的点 1、2、3 和 4 分别对应于 (d) 中所示的应变水平。(b) 样品 A 和 B 在极限强度和伸长率方面与文献数据的比较。(c)进行原位SEM拉伸测试的区域的 SEM 图像。加载方向沿 X’ 轴,与构建方向平行。熔池边界是两条白色虚线之间的区域。(d) 拉伸试验期间沿 X’ 和 Y’ 轴的 DIC 局部应变图,对应于 (a) 中的点。图 4 显示了熔池边界处的应变浓度。
图 3 (a) 样品 A 和 B 的工程拉伸应力-应变曲线(作为真实应变函数的加工硬化率显示在插图中)。应力-应变曲线中的点 1、2、3 和 4 分别对应于 (d) 中所示的应变水平。(b) 样品 A 和 B 在极限强度和伸长率方面与文献数据的比较。(c)进行原位SEM拉伸测试的区域的 SEM 图像。加载方向沿 X’ 轴,与构建方向平行。熔池边界是两条白色虚线之间的区域。(d) 拉伸试验期间沿 X’ 和 Y’ 轴的 DIC 局部应变图,对应于 (a) 中的点。图 4 显示了熔池边界处的应变浓度。
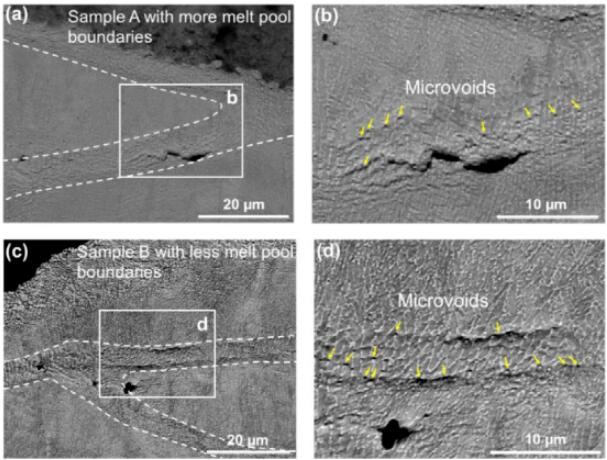 图 4 (a) 和 (b) 样品 A 断裂区域附近表面的 SEM 图像,显示熔池边界中的微孔形核和裂纹扩展。(c) 和 (d) 样品 B 断裂附近表面的 SEM 图像,显示微孔成核,裂纹比样品 A 少。微孔用黄色箭头表示。
图 4 (a) 和 (b) 样品 A 断裂区域附近表面的 SEM 图像,显示熔池边界中的微孔形核和裂纹扩展。(c) 和 (d) 样品 B 断裂附近表面的 SEM 图像,显示微孔成核,裂纹比样品 A 少。微孔用黄色箭头表示。
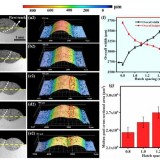
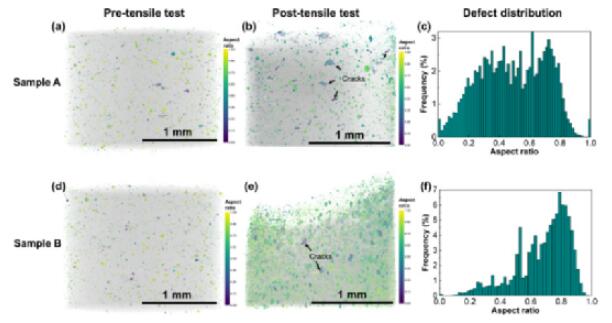 图 5 样品 A 和 B 的基于同步加速器的 X 射线显微断层扫描。显微断层扫描区域包括来自图 S1 中所示的拉伸测试试样的标距长度的中心部分(补充信息)。样品 A 中多孔缺陷的分布:(a) 拉伸试验前,(b) 拉伸试验后的一半断面,(c) 试验后样品 A 中的纵横比与多孔缺陷频率的关系。样品B中的多孔缺陷:(d) 拉伸试验前,(e) 拉伸试验后的一半断裂表面,以及 (f) 后试验样品 B 中的纵横比与多孔缺陷频率的比较。(c) 和 (f) 表明样品 A 中存在更多裂纹(纵横比较低的缺陷)。
图 5 样品 A 和 B 的基于同步加速器的 X 射线显微断层扫描。显微断层扫描区域包括来自图 S1 中所示的拉伸测试试样的标距长度的中心部分(补充信息)。样品 A 中多孔缺陷的分布:(a) 拉伸试验前,(b) 拉伸试验后的一半断面,(c) 试验后样品 A 中的纵横比与多孔缺陷频率的关系。样品B中的多孔缺陷:(d) 拉伸试验前,(e) 拉伸试验后的一半断裂表面,以及 (f) 后试验样品 B 中的纵横比与多孔缺陷频率的比较。(c) 和 (f) 表明样品 A 中存在更多裂纹(纵横比较低的缺陷)。
以上研究成果以题“Enhanced tensile ductility of an additively manufactured AlSi10Mg alloy by reducing the density of melt pool boundaries”发表在增材制造顶刊Scripta Materialia上。
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。