
以下文章来源于航空材料学报 ,作者张国栋

增材制造(additive manufacturing,AM)技术被认为是制造技术的一次革命性突破。与传统制造技术相比,增材制造技术能够实现复杂零件的无模具快速成形、加工余量小、材料利用率高等特点,在航空装备领域具有广泛的应用前景。
按照所采用的热源种类不同,增材制造技术主要分为激光增材制造、电子束增材制造以及电弧增材制造。按照所用原材料和成型方式的不同,电子束增材制造分为基于丝材的电子束熔丝增材制造技术和基于预置粉末的电子束选区熔化增材制造技术。电子束熔丝增材制造技术是在真空环境中,用高能量密度的电子束轰击金属表面形成熔池,送丝装置将金属丝材送入熔池并熔化,同时熔池按照预先规划的路径运动,金属凝固、逐线、逐层堆积,形成致密的冶金结合,直接制造出金属零件或毛坯(图1(a))。电子束熔丝增材制造具有成形效率高、真空环境材料冶金质量优、丝材成本低、可制造大尺寸结构件等特点。此外,作为定向能量沉积工艺方法的一种,电子束熔丝增材制造技术也可用于零件的修复。
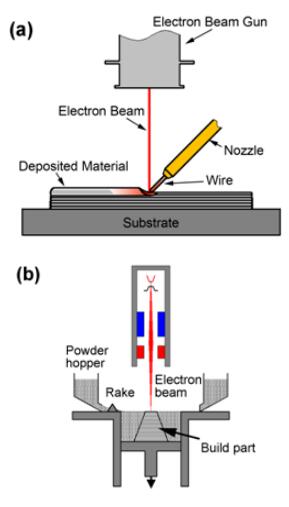 图1 电子束增材制造原理示意图(a)熔丝;(b)选区熔化。
图1 电子束增材制造原理示意图(a)熔丝;(b)选区熔化。
电子束选区熔化增材制造技术是利用计算机把零件的三维模型进行分层处理,获得各层截面的二维轮廓信息并生成成形路径,电子束按照预定的路径进行二维图形的扫描预热及熔化,熔化预先铺放的金属粉末,逐层堆积,最终实现金属零件的近净成形(图1(b))。与激光选区熔化增材技术相比,电子束选区熔化增材技术具有真空环境、电子束扫描速度快(103 m/s)、成形效率高、残余应力小等优点。电子束选区熔化工艺可实现高温预热,使其非常适合室温低塑性材料(如钛铝金属间化合物)的快速成形制造。
为了更好地把握电子束增材制造的发展现状和趋势,提前做好航空领域电子束增材制造技术发展的战略布局,推进电子束增材制造在航空领域的发展与应用,《航空装备电子束增材制造技术发展及路线图》一文针对电子束熔丝及电子束选区熔化增材制造技术,开展文献、资料、信息的搜集、整理、分析。在对电子束增材制造现状和发展趋势分析的基础上,提出2035年航空装备增材制造技术发展目标和相应的政策和环境支撑、保障需求,并尝试给出面向2035年的技术发展路线图。
 论文链接:
论文链接:
http://jam.biam.ac.cn/cn/article/doi/10.11868/j.issn.1005-5053.2022.000209
![]() 航空装备电子束增材制造技术路线图
航空装备电子束增材制造技术路线图
针对电子束增材制造技术发展现状及趋势制定了面向2035年的航空装备电子束增材制造技术路线图,如图2所示。本技术路线图包括发展需求、目标、关键技术、应用和战略支撑与保障5部分。
 图2 面向2035年的航空装备电子束增材制造发展技术路线图
图2 面向2035年的航空装备电子束增材制造发展技术路线图
1.发展需求
基于航空大尺寸结构件对低成本快速制造的需求和高价值零件服役后的修复需求,特别是对于难加工的钛合金和高温合金以及新型梯度材料结构,迫切需要以电子束熔丝增材制造技术为代表的快速、低成本制造技术。
复杂结构以及难熔合金制件的制造对电子束选区熔化增材技术具有迫切需求。例如,采用传统方法制造TiAl合金低压涡轮叶片、冷却结构和金属基复合材料易开裂,制造难度大,而电子束选区熔化增材具有的真空、高温预热低应力等特点使其非常适合制造室温低塑性材料制件的制造。此外,电子束选区熔化增材制造能够满足点阵等传统方法难以制造的新型结构的优化设计制造。
航空装备对电子束增材制造需求的具体体现包括以下几个方面:飞机钛合金框梁、滑轨、滑轮架、起落架等重要承力件的电子束熔丝增材制造;大尺寸结构件的锻造/铸造+电子束熔丝复合制造;航空发动机机匣类零件的电子束熔丝/选区熔化增材制造;航空发动机钛合金及高温合金叶片、整体叶盘、离心叶轮的电子束熔丝/选区熔化增材制造;航空发动机TiAl低压涡轮叶片、导向器、管路等复杂结构的电子束选区熔化;航空发动机难熔合金等新材料复杂结构电子束选区熔化增材制造。
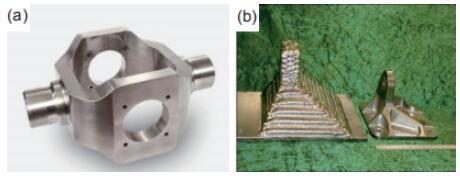 电子束熔丝增材制造的钛合金零件 (a)万向节;(b)支座
电子束熔丝增材制造的钛合金零件 (a)万向节;(b)支座
2.目标
突破电子束增材制造装备的核心元器件及在线监控、电子束增材制造用粉末/丝材原材料、缺陷控制、后处理、组织及力学性能调控等关键技术,建立组织性能数据库,制定材料、工艺及检测标准。在产品增材制造质量控制技术、产品技术标准研究和零件充分考核验证的基础上,推进电子束增材制造在航空装备上的应用。至2035年,在航空领域实现电子束熔丝增材制造重要承力结构件的量产应用和电子束选区熔化TiAl金属间化合物低压涡轮叶片以及传统钛合金和高温合金制件的量产和装机应用。
3.关键技术
电子束增材制造技术关键技术包括:
(1)高可靠长寿命电子枪
电子枪是发射、形成和会聚电子束的装置,为增材制造提供能量源,是电子束增材制造设备的核心部件。电子束增材制造过程中电子枪需连续工作数十至数百小时,对阴极寿命要求高。增材制造过程中产生大量金属蒸气,阳离子进入电子枪的阴极与阳极之间易导致放电现象并造成过程中断。此外,基于电子光学的电子枪聚焦及扫描线圈设计和精确控制是获得优质电子束的重要条件,选区熔化过程中需保证不同位置(不同电子束偏转角度)处电子束焦点位置的一致性和电子束到达位置的准确性。因此,高可靠长寿命的电子枪是关键技术之一。
(2)增材制造专用丝材及粉末原材料的成分再设计
电子束增材制造过程中材料在高能量密度的电子束作用下快速熔化凝固,由于不同元素的蒸气压不同,使得低熔点元素快速挥发损失,造成增材制件成分与原材料成分差异较大,甚至不能满足材料标准下限要求。例如,钛合金真空电子束增材制造过程中Al元素烧损比例可达10%~20%,钛铝金属间化合物电子束选区熔化增材同样面临Al元素烧损问题。钛合金中合金元素的烧损减弱固溶强化水平,降低增材制件力学性能。对于铸造性能差的铝合金,由于固液温度区间大,热裂敏感性强,增材制造过程中易形成热裂纹。通过在粉末/丝材中添加微量元素可有效细化晶粒并改善热裂性能。高γ’含量高温合金增材制造同样面临热裂纹等问题,需针对增材制造工艺特点设计专用高温合金成分,使其抑制裂纹缺陷产生的同时保持高的力学性能。
(3)增材制件内部缺陷控制及其无损检测技术
电子束增材制件内部缺陷主要有气孔、未熔合、裂纹等。缺陷将直接导致增材制件的报废或早期失效,因此控制缺陷是增材制造的关键技术。由于增材制造组织的各向异性以及晶粒外延生长特征,使其无损检测,如超声检测与锻件的检查差异较大,建立内部缺陷形状尺寸与超声检测结果间准确的定量方法是增材制件检测的难点和关键技术。
(4)增材制件组织性能均匀性及批次稳定性控制技术
增材制造过程中零件各部位温度场不同,组织特征微小差别,使其存在力学性能的不均匀性,此外,组织特征的各向异性使其力学性能存在各向异性。因此,如何保证增材件组织性能均匀稳定和优良的力学性能水平是其推向工程应用的关键技术。
(5)增材制件应力变形控制技术
增材制造过程中零件长期经历电子束的周期性、剧烈、非稳态、循环加热和冷却及其短时非平衡循环固态相变。在已凝固金属强约束下移动熔池的快速凝固收缩等超常热物理和物理冶金现象,在零件内产生应力水平很高、演化及交互作用过程极其复杂的热应力、相变组织应力和约束应力及其强烈非线性强耦合交互作用和应力集中,导致零件严重翘曲变形和开裂,因此,应力变形控制是电子束增材制造的关键技术之一。
4.应用
电子束增材制造在航空装备上的应用包括:钛合金框梁重要承力结构;钛合金滑轮架、支座等承力结构;飞机超高强度钢、钛合金起落架、发动机机匣、发动机整体叶盘/离心叶轮、航空发动机TiAl低压涡轮叶片、航空发动机导向叶片、导向器等复杂结构以及发动机难熔合金等新材料复杂结构。
 电子束选区熔化增材制造的发动机叶环
电子束选区熔化增材制造的发动机叶环
5.战略支撑与保障
在战略支撑与保障方面需加强增材制造装备研制投入,提高装备技术成熟度,特别是增材制造设备的关键部件如电子枪、闭环控制系统、路径规划软件以及过程监控系统等。加强增材制造工艺基础关键技术的研发投入,多学科交叉,突破原材料、工艺、组织及性能均匀性和稳定性控制。加强工程化应用研究投入,依据增材制造特点选取典型结构再设计,实现多领域典型结构件的增材制造应用研究,并逐步推广应用。
![]() 结束语
结束语
文章在对电子束增材制造现状和发展趋势分析的基础上,提出了面向2035年的航空装备电子束增材制造技术发展需求、目标、关键技术、应用和战略支撑与保障需求。绘制了面向2035年的技术发展路线图,以期提前做好电子束增材制造技术发展的战略布局,促进电子束增材制造在航空装备领域的发展与应用。
原文:
张国栋,许乔郅,郑涛,郭绍庆,熊华平.航空装备电子束增材制造技术发展及路线图.航空材料学报2023,43(1):28-38.doi:10.11868/j.issn.1005-5053.2022.00

l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文。














