以下文章来源于两机动力先行
西门子能源是电气化初期成立的大型科技公司之一,并伴随着电气化进程的推进而不断成长,其在技术发展上保持一个多世纪的领先地位,得益于对新技术的定期评估和及时实施。本次来介绍一下西门子能源燃气轮机部件的增材制造。
![]() 西门子能源的增材制造
西门子能源的增材制造
西门子能源的 SGT6-9000HL 燃机重 497 吨(1095000 磅),发电量 593 兆瓦。在联合循环中可以达到 63% 以上的效率。效率上每一次小的提高都是非常有价值的——最少的停机时间和长的服役寿命同样重要。然而,这些目标之间存在着一个矛盾:燃气轮机的效率随着燃烧温度的升高而提高,但温度的升高会导致燃气轮机的性能下降。
几年前,西门子能源在涡轮部件的生产中引入了增材制造(AM)技术,以提高燃烧温度和缩短维护时间,并计划到 2025 年将 AM 技术应用到 200 个左右部件的生产中。
2019 年 4 月,西门子能源超过 20 人在柏林全职从事增材制造技术工作。它是西门子能源在天然气、电力以及相关服务领域实施增材制造全球战略的一部分,其在瑞典芬斯彭、英国伍斯特和美国佛罗里达州奥兰多三个地区拥有更大的增材制造中心。柏林的团队主要专注于增材制造的材料鉴定以及将 AM 技术与常规的服务和生产工艺相集成。
![]() 使AM成为标准制造路线
使AM成为标准制造路线
在西门子能源,AM 技术在产品价值链的三个不同阶段被引入:快速技术验证、产品生产和部件维修。近年来,已建立了基于 AM 的快速原型技术,从而使之能够在数月而不是数年内评估新的叶片冷却方案。
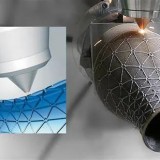
这场技术革命的主要驱动力是通过激光粉末床熔融(L-PBF)成形来替代传统铸造,节省大量时间。激光粉末床熔融也叫选择性激光烧结(SLM),是在粉末床中实现零部件的逐渐成形。AM 带来了一个全新的工作流程,例如,将连续的开发步骤转变为并行的过程,通过彻底的结构变化可以快速实现之前耗时耗资的产品开发目标。通过这种方式,AM 使开发周期时间缩短了 75%,同时显著节省了热气组件(如涡轮叶片)和燃烧器组件的成本(图1)。
 图1 SGT5-8000H燃气轮机装有增材制造的燃烧器喷嘴和涡轮叶片
图1 SGT5-8000H燃气轮机装有增材制造的燃烧器喷嘴和涡轮叶片
![]() AM用于维护和修复
AM用于维护和修复
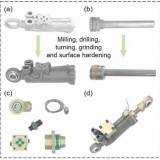
早在 2013 年,西门子能源就将 AM 技术引入了产品的维护、维修和大修等过程中。与原型设计一样,在维护和修复领域引入 AM 技术的关键驱动因素是可以大幅降低备货时间和成本。此外,传统维修工艺的更新替代也为关键部件的设计升级打开了大门。AM 应用于部件的修复是 AM 技术从实验室向工业应用转化的标志点。
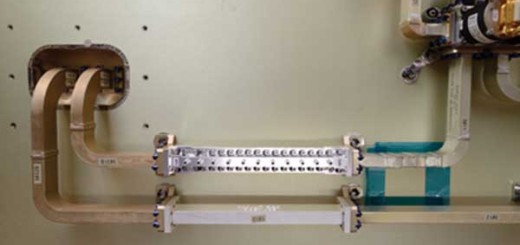
一个典型的例子是燃烧器端部的修复,AM 技术与传统的修复技术相比,备货期缩短了90%。燃烧器的端部暴露在燃烧室内的热气和热辐射下(图 2),端部 10 mm 的范围内最容易受影响,常产生疲劳和氧化。传统的维修方法是在燃烧器端部 120 mm 处将损伤部位切割掉(图 2 中的红线位置),然后焊接新的燃烧器管道(包括燃料管道和仪表)。
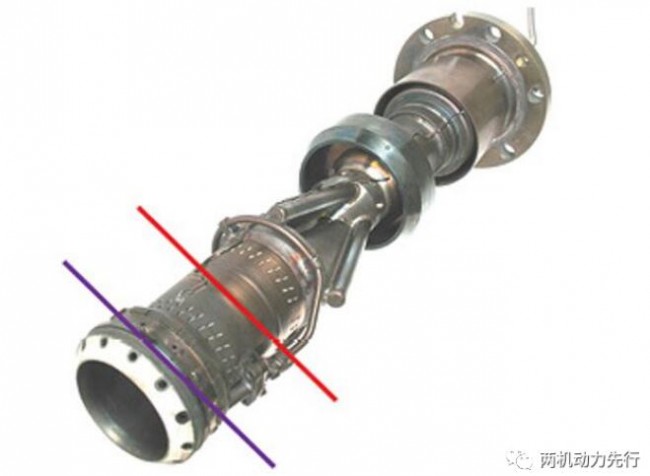 图2 燃气轮机燃烧器修复
图2 燃气轮机燃烧器修复
西门子能源在研制 SLM 设备的基础上,开发了配套的 AM 工艺,使维修过程更快、更经济,同时保持部件的完全可靠性。采用 SLM 维修燃烧器时,仅需从燃烧器顶端切割掉 20 mm的损伤部位(图 2 中的紫线),然后将经过前处理的待修复燃烧器放入 SLM 设备中,该设备中配备的摄像机能精确地识别燃烧器端部表面位置并生成相应的 CAD 修复模型,随后在燃烧器待修复表面逐渐增材制造出新的端部。
该修复工艺开发还包括一些其他的支撑技术,如质量保证和检验方法、粉末回收和再利用、机械完整性计算等。此外,SLM 设备也需要进行适当调整以容纳整个 720 mm 燃烧器和摄像系统。SLM 设备的改造对粉末处理和设备内的气流将会产生影响。
发展面向该工艺的质量保证体系是为了确保工艺的可靠性以及对所有条件下的测试量、工艺设置和每台燃烧器修复的粉末批次进行完全的跟踪追溯。为了追踪这些数据,西门子能源采用数字解决方案,并根据西门子能源 Simatic IT “统一架构(UA)”的最新标准推出了制造执行系统(MES)。
西门子能源 AM 修复修复后的燃烧器经过 35000 多小时运行后没有出现故障。此外,修复运行后的燃烧器均经过了严苛的无损检测和破坏性检测。检测试验表明,氧化层深度达 50 µm,位于导向孔和燃烧器尖端之间的修复材料硬度变化很小。SLM 工艺现在被认为是一项成熟的技术,是修复燃烧器的首选工艺。
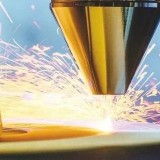
西门子能源还认证了一些其他的修复方法,如激光金属沉积(LMD),这种方法采用喷嘴喷射的粉末而不是粉末床实现结构件的制造。西门子能源已经采用 LMD 技术修复叶片,以替代传统的焊接技术。
![]() AM零件制造
AM零件制造
AM 在备件的生产方面极具吸引力:它可以用于停产零件的生产甚至是基于逆向工程的零件制造。与铸造工艺相比,AM 的备货期要短得多,基本上是一种无工具化的工艺过程。对于小批量的零件制造,经济效益性尤其显著,但是后处理会提高成本。只有在包含结构设计优化的情况下,才能充分利用 AM 的全部潜力。
由于其结构的复杂性,燃烧系统组成部件的增材制造将是一件非常有趣的事情,其中一个例子是 SGT-1000F 燃气轮机燃烧头的增材制造(图 3)。该部件是引燃式燃烧器的一部分,用于混合燃料和空气以产生引燃火焰。传统上,它是由镍基高温合金制成的熔模铸件。
 图3 采用SLM 技术制造的燃烧头
图3 采用SLM 技术制造的燃烧头
整个 AM 工艺的研发包括 SLM 工艺参数的设置、材料数据评估、性能评估、资格预审以及工艺和产品资格认证(PPQ)等步骤。
在工艺研发的过程中有两个令人印象深刻的发现。首先,将增材制造的零件原型与铸造标准件进行比较,发现 SLM 零件的材料静态力学性能和疲劳性能均有实质性的提高。进一步的尺寸测试显示增材制造零件的最大偏差为 0.2 mm,要远高于铸件的成型精度。
在工艺资格预审阶段,需要进行制造试验,以获得零件的最佳打印路径方案,包括所需的支撑结构。这些都与最终打印时间以及主要成本因素密切相关。
在随后的工艺和产品鉴定过程中,对整个制造工艺的设置进行了调查,包括所有要求的后处理步骤,如热处理、将打印零件与基板分离以及无损检测等。
西门子能源现已拥有多个 AM 制造的商业化燃烧室部件,覆盖所有功率等级的燃气轮机,性能提升的同时也实现了成本节约,例如,通过采用新的 AM 优化设计,SGT-700/800 燃气轮机燃烧器的备货期缩短至原来的 15% 左右。
![]() 总结与要求
总结与要求
AM 允许全新的设计结构,这对进一步提升涡轮效率和部件耐久性具有决定性的作用。因此,除了 AM 技术,几乎没有其他的办法能够开发和生产承受更高温度的新涡轮部件,从而实现更高的效率。
此外,AM 已经被引入到西门子能源产品的售后服务和维护中,而且维修工艺已日趋成熟。基于 AM 技术的“按需备件”理念也已经推广,这些 AM 制造的零件经过数千小时的运行没有出现故障。
AM 技术已经涉及到涡轮制造及其他领域的原型设计、生产和维护。虽然西门子能源最终目的是希望 AM 技术能够像现在的纸上印刷一样简单,但在 AM 工艺开发过程中也遇到了一些问题:
- 标准 AM 设备及其工艺过程需要标准化。许多 AM 设备制造商只关注其产品的市场,而对商业制造与维修的要求或者标准则极少关注,没有能力或者不愿意去制定和发布标准化的 SLM 文件。在传统的焊接工艺领域,焊接工艺规范是一个非常关键的必须标准化的文件。因此,在 AM 领域,标准化应该引起足够重视。
- 质量管理。针对不同的 AM 工艺质量评估,需要制备大量的测试样。利用基于数字孪生技术的各种传感器和软件产生的大数据进行质量管理将有利于节约时间和材料,从而大大提高生产率。
- 软件。从工程到生产的几个不同的软件包需要集成到一个平台中。对于快速原型成型,复杂的模拟软件可以分析热流和由此产生的张力和翘曲。通过比较仿真和实际制造的结果,工程师们可以实现快速及时的验证和优化工艺。
- 对于生产过程,按照工作流程连接不同的系统是非常重要的。虽然原始零件可以在常规的 CAD 程序中设计,但它需要在第二个工具中设计用于AM制造的支撑结构。实际的 AM 设备可能还需要来自第三个程序的 CAM 文件。西门子能源已经在其 NX 系统内开发了一个特定的工具套件,其中连接了 CAD、CAE 和 CAM 模块。
知之既深,行之则远。基于全球范围内精湛的制造业专家智囊网络,3D科学谷为业界提供全球视角的增材与智能制造深度观察。有关增材制造领域的更多分析,请关注3D科学谷发布的白皮书系列。
白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文