聚醚醚酮(PEEK)是一种线性芳香族热塑性工程塑料,是目前最热门的高性能工程塑料之一,具有耐高温、耐腐蚀、耐疲劳、力学性能好、生物相容 性好等优点,其负载热变形温度可以达到316℃ , 能够在260℃的高温环境下连续使用 。在航空航天、 医疗等领域,PEEK 制造的零件已逐步替代部分金属部件。
PEEK 属于半结晶性热塑性塑料,在熔体结晶的过程中,会受到冷却速率、热梯度等热加工条件的影响,表现出不同的结晶度。研究发现,材料的结晶度会影响 PEEK 零件的性能,具有较高结晶度的材料会展现更高的力学性能 。如材料的热变形温度、弹性模量、屈服强度会随结晶度的提高而增强,材料的塑性则会降低。 同时,PEEK的半结晶性、高熔点、高黏度等特性对增材制造设备以及制造工艺提出了更高的要求。
在PEEK的增材制造研究中,3D打印材料多聚焦在纯PEEK树脂或短纤维增强树脂复合材料上, 很少有关于连续纤维增强PEEK复合材料在增材制造成型方面的报道 。在《工程塑料应用》期刊中发表的《热处理工艺对增材制造PEEK/CGF 力学性能影响》一文中,研究团队采用连续玻璃纤维(CGF) 增强PEEK复合丝材与多热力场耦合连续纤维增强复合材料增材制造工艺,探究了保温温度与保温时间等热处理工艺对PEEK/CGF 3D打印件力学性能的影响规律,为连续纤维增强复合材料的增材制造成型与应用提供一定的数据基础。
 论文下载链接:
论文下载链接:
http://www.epa1973.net/reader/wyinfo.asp?id=15795
![]() 增材制造样件制备
增材制造样件制备
PEEK/CGF预浸丝材制备工艺如图1所示。连续纤维增强PEEK树脂复合丝材成型机主要由双螺杆挤出机、丝材浸渍模具、出丝模口、牵引装置、收卷装置、干燥装置、预热装置组成。CGF增强PEEK复合丝材的制备参数列于表1。PEEK/CGF预浸丝材如图2所示,经测算,PEEK/CGF预浸丝材中CGF所占体积分数为23.1%。

PEEK/CGF复合材料弯曲样品尺寸为40mm×15mm×2mm,剪切样品尺寸为20mm×10mm×2mm,拉伸样品尺寸为180mm×12.5mm×1mm,增材制造样件均在室温(25℃)环境下制备。
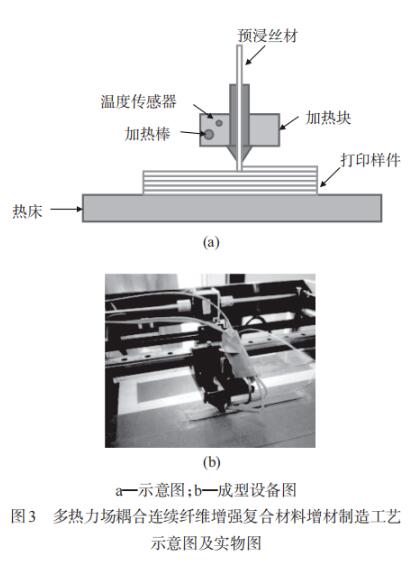
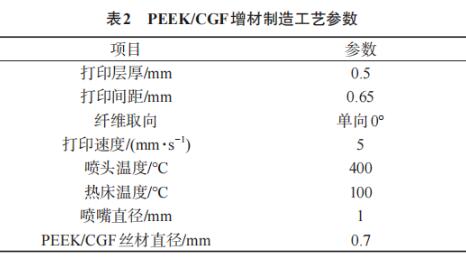
图3为多热力场耦合连续纤维增强复合材料增材制造工艺示意及实物图。PEEK/CGF增材制造工艺参数列于表2。样件打印完成自然冷却后,将其放入烘箱内在不同的热处理条件下进行热处理。
接下来研究团队对3D打印样件进行了DSC测试与力学性能测试。
![]() 结果与讨论
结果与讨论
研究团队采用多热力场耦合连续纤维增强复合材料增材制造技术在相同工艺条件下制备弯曲样件、层间剪切样件与拉伸样件并测试增材制造成型件热处理前后的结晶度,研究不同热处理工艺(保温温度、保温时间)对PEEK/CGF成形件综合力学性能的影响。
l 热处理工艺对PEEK/CGF打印件结晶度影响

图4为PEEK/CGF打印件的DSC曲线。材料的玻璃化转变温度在140~150℃区间内,常温成型条件下样件的熔点为344℃,经过140℃、40min的热处理后,PEEK/CGF样件的熔点上升至347℃,比未经热处理的样件升高2℃。经过高温热处理后,PEEK/CGF打印件的熔融焓由14.19J/g上升至18.87J/g,打印件的结晶度由10.92%提高到14.52%,结晶度增加了32.97%。
热处理工艺为PEEK高分子链段提供充足的能量与时间结晶,材料的晶体结构更加完整,熔点升高。同时,结晶度会对材料的色泽亮度产生影响,如图5所示,观察PEEK/CGF样件,会发现明显的差异,热处理前样件呈黄褐色,经热处理后样件发白发亮。
l 热处理工艺对PEEK/CGF打印样件弯曲强度的影响
研究团队针对保温温度对成型件弯曲强度的影响,设计120~200℃共5种保温温度并与未进行热处理的样件进行比较。不同保温温度下样件的弯曲强度如图6所示。
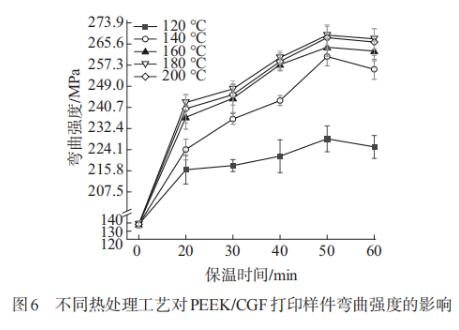
研究不同保温时间对打印件弯曲强度的影响,设计20~60min共5种保温时间。不同保温时间下样件的弯曲强度如图6所示。
l 热处理工艺对PEEK/CGF打印样件层间剪切强度的影响
保温温度对增材制造样件层间剪切强度的影响如图7所示。
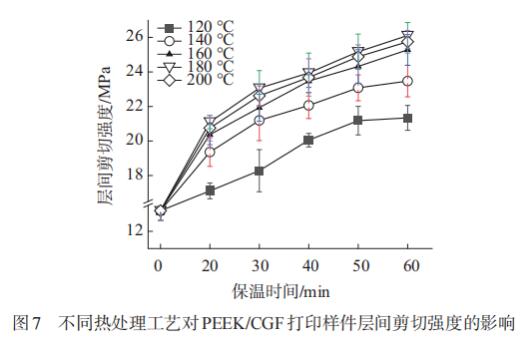
保温时间与PEEK/CGF打印件层间剪切强度的关系如图7所示。
l 热处理工艺对PEEK/CGF打印样件拉伸强度的影响
保温温度对PEEK/CGF打印件拉伸强度的影响如图8所示。
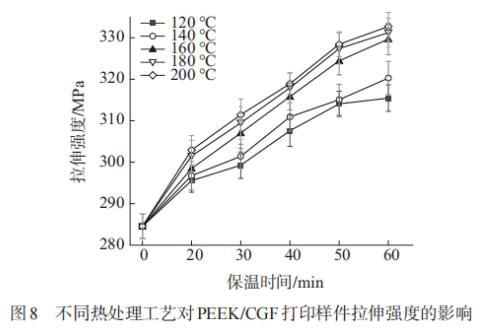
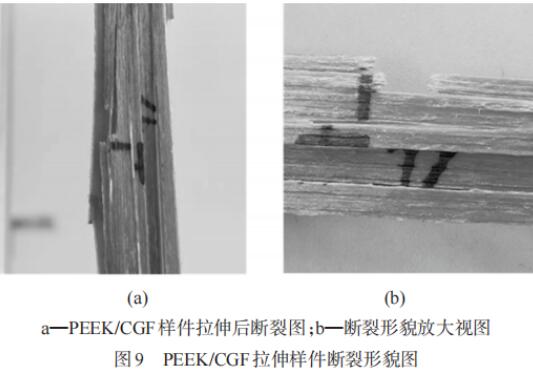
图9为PEEK/CGF拉伸样件完全破坏后的形貌,与一般热塑性材料齐整规则的破坏断面不同,PEEK/CGF成形件经拉伸破坏后断面呈不规则的散状。
![]() 结论
结论
(1)通过热处理可以显著提高PEEK/CGF打印样件的弯曲强度,随保温温度与保温时间的增加,弯曲强度呈现先急速增长后稳定波动的趋势。当保温温度为180℃,保温时间为50min时,弯曲强度达到最大值269.1MPa,与未进行热处理的样件相比,弯曲强度提高94.48%。
(2)适当的热处理工艺可以改善连续纤维增强热塑性复合材料增材制造成形件沉积方向力学性能低、各向异性的不足。最佳热处理条件为:保温温度180℃、保温时间60min,此时PEEK/CGF样件层间剪切强度为26.11MPa,相较于热处理前强度提升97.95%。
(3)热处理工艺可以提高PEEK/CGF样件的拉伸强度,但对于拉伸强度的提升并不明显,当保温温度为200℃,保温时间为60min时,可以获得打印件最大的拉伸强度,为332.71MPa,与未进行热处理的打印件比,拉伸强度提高16.9%。
(4)经热处理后,PEEK/CGF样件的结晶度、热力学性能与综合力学性能均有所提升。选择保温温度为180~200℃,保温时间为50~60min的热处理工艺条件可以获得综合性能更佳的PEEK/CGF增材制造成型件。
文章来源:复合材料漫谈
原文引用信息:
严春晖,战丽,任永新,等.热处理工艺对增材制造PEEK/CGF力学性能影响[J].工程塑料应用,2023,51(3):52−57.

l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文