以下文章来源于材料学网 ,作者材料学网
超声波增材制造 (UAM) 零件的性能关键取决于相邻金属层之间的粘合质量,而超声波振幅对粘合质量影响很大。然而,它们之间的这种相关性仍不清楚。
哈尔滨工程大学团队在在原子尺度上检查了超声波增材制造的 Ti/Al 层状金属复合材料 (LMC) 的界面结合。对超声波振幅对微观结构特征、结合质量和机械性能的影响进行了理论和实验研究。相关研究结果表明,剪切变形、界面温升和声软化效应(ASE)共同诱导了通过原子扩散的界面结合。在界面氧化物区发现了多种类型的厚度为几纳米的晶体氧化物,并且通过Al-O和Ti-O复合氧化物的相变形成了金属-氧化物-金属键合模式。随着振幅从28 µm增加到32 µm,界面最大瞬时温升和Ti层中ASE产生的流变应力降低分别增加~50 ℃和~38.6 MPa。界面周围Ti纳米晶和Al3Ti化合物增强层间结合强度。
相关论文以’Effect of ultrasonic amplitude on interfacial characteristics and mechanical properties of Ti/Al laminated metal composites fabricated by ultrasonic additive manufacturing’为题,发表在Additive Manufacturing期刊。
 论文链接:
论文链接:
![]() 研究背景
研究背景
一般来说,金属基结构材料的高强度和延展性通常是相互排斥的。近几十年来,连接异种金属以制造层状结构的优化已被证明是实现所需强度和韧性的有效手段。因此,业界开发了各种层状金属复合材料(LMC),例如Fe/Al、Ni/Ti和Ti/Al。在这些层状金属复合材料中,Ti/Al 复合材料凭借在轻质约束下提供卓越机械性能的潜力而受到广泛关注。然而,传统的层状金属复合材料形成工艺,例如热压烧结(扩散焊)和热轧,容易导致层间结合界面处形成不可预测且有害的金属间化合物(IMCs),这可能导致性能恶化。例如,专为极端太空环境设计的轻质蜂窝钛/铝层状金属复合材料必须不含 IMC 层,以实现零且可调节的热膨胀。固态焊接工艺,例如超声波焊接 (UW),有望实现 Ti/Al 连接,同时避免金属间化合物(IMCs)的形成,因为该工艺过程中不涉及材料的熔化。研究人员通过超声波焊接制造了AA2139-Ti6Al4V点接头,并获得了~100 MPa的搭接剪切强度。此外,他们发现 Ti/Al 界面处的残留氧化物可以充当扩散势垒,防止超声波焊接期间发生金属间反应和金属间化合物成核。然而,超声焊极尺寸和工作台移动性的限制使得制造大型零件具有挑战性。
超声波增材制造(UAM)具有低成形温度和高沉积速率的特点,特别适合连接异种金属箔以避免金属间化合物的形成。到目前为止,广泛的研究致力于通过表征固结界面周围的微观结构来阐明超声波增材制造过程中的物理和冶金机制。人们认识到,超声波增材制造中软金属(例如 Al/Al 或 Al/Cu)的界面结合通常是通过剪切变形诱导的动态再结晶来实现的。在较软/较硬的异种金属界面,例如 Al/Ti,较软金属上的剪切变形对固结有显著贡献。科研人员通过透射电子显微镜(TEM)对固结界面进行了仔细检查。他们在箔片的粘合界面之间发现了一层坚韧的表面氧化层。结果支持金属-氧化物互锁是形成超声波增材制造键的潜在方法的观点。然而,尚不清楚金属-氧化物键合是冶金键合还是机械互锁。随后,一些研究人员通过电子背散射衍射(EBSD)研究了Ti/Al固结界面。观察到变形主要集中在Al层内,形成强再结晶织构({100}<110>)成分和轧制织构({112}<111>),这与累积轧制结合后形成的织构相似。他们得出结论,键的形成主要归因于 Ti/Al UAM 界面处 Al 的严重剪切变形。而对于固态焊接,去除表面氧化物是先决条件。此外,他们的工作中在 Ti/Al 界面处没有发现金属间化合物。由于焊接时间短和加工温度低,扩散作为金属超声波增材制造的结合机制受到广泛争议。先前使用低分辨率扫描电子显微镜(SEM)观察金属超声波增材制造界面的研究承认,由于表征设备的空间分辨率不足,无法证实原子扩散。为了更好地理解金属超声波增材制造过程中键形成的基本现象,有必要在原子尺度上研究潜在的键形成机制。
超声波增材制造工艺参数,例如焊接速度、法向力、振幅和基材温度,对于粘合形成非常重要。通过合理组合这些参数可以增强金属箔中的塑性流动。其中,振荡幅度是直接决定热声软化程度的最关键因素。有研究员发现增加振荡幅度可以对线性焊缝密度产生积极影响,从而实现更高的剥离强度。一些研究人员认为振荡幅度是决定摩擦系数的主导因素,对界面温度的最大值起到一定的作用。有研究员将超声波增材制造结构的机械强度量化为制造参数的函数,以说明制造参数和粘合质量之间的关系,他们发现振荡幅度会影响 Ti/Al 的极限剪切强度和极限横向拉伸强度LMC 以正线性方式。随着超声波增材制造工艺参数的变化,研究人员评估了Ti/Al LMCs的剥离强度和表面硬度的规律性。有人认为,更强的界面结合与更高的法向力、振荡幅度和基材加热温度相关。然而,这些研究旨在获得高界面结合强度的最佳工艺参数,而对工艺参数、界面微观结构和力学性能之间的相关性的研究仍然不足。
![]() 图文解析
图文解析
哈尔滨工程大学材料科学与化学工程学院的王振强研究团队采用超声波增材制造制备了具有不同振荡幅度的Ti/Al 层状金属复合材料。研究团队通过系统精确表征,包括EBSD、球差校正高分辨率TEM和原子探针断层扫描(APT),揭示了界面键合形成机制。首次提出了金属-氧化物-金属键合模式和界面相变。计算振幅相关的温度曲线和声学软化,以评估其对界面原子扩散、晶粒尺寸和变形行为的影响。此外,还讨论了Ti/Al 层状金属复合材料的微观结构与力学性能之间的相关性。
 图1 I型界面的IPF图和从IPF图谱区域得出的{100}-{110}-{111}PF:(a)LA-m样本,(b)HA-m样本,(c)从IPF图中标记区域得出的相应PF。
图1 I型界面的IPF图和从IPF图谱区域得出的{100}-{110}-{111}PF:(a)LA-m样本,(b)HA-m样本,(c)从IPF图中标记区域得出的相应PF。
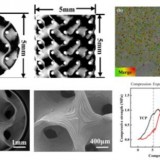
 图2 样品LA-m的Ti/Al 层状金属复合材料的界面特征(I型):(a)BF TEM图像,(b)(a)标记的矩形区域的HAADF-STEM图像,(c)(b)(b)SAED和界面的关键图的STEM-EDS映射以及(e)FCC相的DF TEM图像。
图2 样品LA-m的Ti/Al 层状金属复合材料的界面特征(I型):(a)BF TEM图像,(b)(a)标记的矩形区域的HAADF-STEM图像,(c)(b)(b)SAED和界面的关键图的STEM-EDS映射以及(e)FCC相的DF TEM图像。
 图3 样品 LA-m 的 Ti/Al 界面上 Ti、Al 和 O 元素的一维浓度分布。
图3 样品 LA-m 的 Ti/Al 界面上 Ti、Al 和 O 元素的一维浓度分布。
 图4(a)固结界面的最大瞬时温度与振幅的关系,(b)UAM过程中Ti层的温度场。
图4(a)固结界面的最大瞬时温度与振幅的关系,(b)UAM过程中Ti层的温度场。
 图5 ASE产生的Ti振动幅值与流动应力降低的关系。
图5 ASE产生的Ti振动幅值与流动应力降低的关系。
 图6 (a)最大剥离载荷VS振幅,(b)剥离试验示意图。
图6 (a)最大剥离载荷VS振幅,(b)剥离试验示意图。
 图7 (a)三点弯曲(TPB)应变应力曲线,(b)与(a)中弯曲应力应变曲线中的”A”、”B”和”C”阶段相对应的失效形态的照片图像。
图7 (a)三点弯曲(TPB)应变应力曲线,(b)与(a)中弯曲应力应变曲线中的”A”、”B”和”C”阶段相对应的失效形态的照片图像。
![]() 总结
总结
本研究系统地研究了超声波振幅对超声增材制造Ti/Al LMC的界面特性和机械性能的影响。从这项研究中可以得出以下结论:
(1)剪切纹理{111}<112>更容易在高超声波振幅下的Ti/Al接口附近形成。界面摩擦引起的温度升高促进了Al层的再结晶。
(2)Ti层发生局部塑性变形,导致Ti在Ti/Al界面周围由六方紧密堆积到面心立方结构相变。界面温度和声学软化效果随着超声幅值的增大而增大,导致剪切变形明显,导致纳米晶和Al3Ti的形成。
(3)在界面氧化物区发现了立方MO(M=Ti,Al)、菱形M2O3和单斜MO2等多种符合特定取向关系的晶体氧化物类型,表明金属-氧化物-金属键合模式是由Al-O和Ti-O多种氧化物的相变形成的。
(4)低振幅为28 μm的Ti/AlLMCs屈服强度(YS)为257 MPa,极限抗拉强度(UTS)为279 MPa,弯曲强度(FS)为700 MPa,比32 μm高振幅样品的240 MPa、267 MPa和575 MPa分别提高了∼7、∼4.5%和21.7%。总体而言,与高振幅相关的Ti层硬度降低和近界面区域硬化分别不利于拉伸和弯曲性能。
论文引用信息:
Yanyuan Zhou, Zhenqiang Wang, Jiaying Zhao, Fengchun Jiang,Effect of ultrasonic amplitude on interfacial characteristics and mechanical properties of Ti/Al laminated metal composites fabricated by ultrasonic additive manufacturing, Additive Manufacturing,Volume 74,2023,103725,ISSN 2214 8604,https://doi.org/10.1016/j.addma.2023.103725.
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷