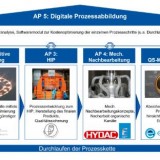
根据3D科学谷的市场观察,电动汽车的电动机定子绕组的开发通常是众所周知的瓶颈,3D打印几乎无需模具就可以避免这种开发障碍。由于传统的生产涉及复杂的弯曲和焊接过程,3D打印带来的时间节省尤其是在所谓的发夹式绕组上得到了回报。此前,根据3D科学谷《亚琛工业大学“电动汽车零部件生产工程”在科隆与福特合作开设电动机研究基地》一文,福特与亚琛工业大学“电动汽车零部件生产工程”(PEM) 系,蒂森克虏伯系统工程,亚琛工业大学DAP学院一起,在一条生产线上开发灵活而可持续的电动机零部件生产。该项目的名称是HaPiPro2,指的是发夹技术,研究目标是开发灵活的制造发夹技术及生产概念。
 3D打印绕组
3D打印绕组
© 亚琛工业大学
根据3D科学谷,在电机中,导电材料用于以最小的焦耳热维持电机内的电流。这些损耗主要发生在电机电磁铁循环通电的定子绕组内。与焦耳损耗相关的主要本征材料特性是电导率或其倒数 – 材料电阻率。对用于电机导体制造的 AM 增材制造方法的兴趣是双重的:首先,AM增材制造有助于以具有成本效益的方式制造新型高性能绕组轮廓,其次,它能够将机电组件集成到多材料组件中。
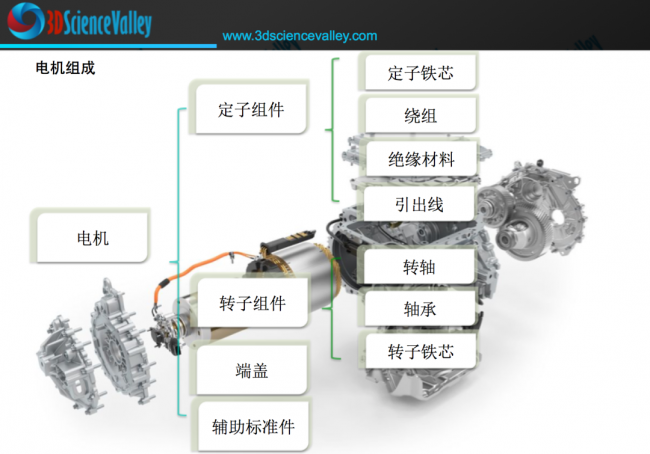 电机组成
电机组成
© 3D科学谷白皮书
![]() 灵活性与稳定性
灵活性与稳定性
鉴于对电力驱动器发夹定子的需求不断增加,需要经济有效的方法和方法,在满足汽车对高过程稳定性的要求的同时考虑灵活可扩展的工艺需求。现有的发夹制造方法通常基于高度受限的产品设计以及冗余且成本密集的生产系统。因此,HaPiPro2的研究目标是设计和测试发夹定子的制造、生产和工艺设计,该设计在灵活性和工艺稳定性方面进行了优化。将通过灵活且工艺稳定的发夹定子示范生产来衡量从线材成型到二次绝缘的所有步骤。从而能够从整体上观察整个制造过程,以确定交叉生产技术对过程控制的依赖性——例如不同线厚对激光接触的影响。
根据3D科学谷的了解,到2024年2月底HaPiPro2项目结束时,研究团队将开发出创新且灵活的发夹产品工艺概念,并在单个工艺和整体工艺水平上进行测试;并将开发的工艺快速集成到工艺链中以实现高速创新;还将通过高度的数字化以识别产品特性和工艺参数之间的相互依赖性,从而提高发夹定子生产的工艺灵活性和工艺稳定性。
通过亚琛工业大学“电动汽车零部件生产工程”(PEM)系与福特在科隆的福特工厂合作的1,000 平方米的电动机研究场地,“HaPiPro2”项目中的众多知名工业合作伙伴一起对电动机的生产进行研究,通过科隆的福特工厂内的一条原型演示线,对电动机组件的不同变体进行性能和效率测试,这些测试数据对于延伸到生产领域的应用至关重要,最终推动福特德国的生产基地发展。
![]() 可扩展的生产工艺
可扩展的生产工艺
根据3D科学谷《导电材料的增材制造及全篇总结 l 3D打印+拓扑优化=下一代电机》一文,电动机的最大输出功率由于其预热而受到限制,例如由于允许的绕组温度而受到限制。通常有两个提高功率限制的杠杆:首先,以相同的功率减少损耗,其次,改善散热。绕组的设计在这里起主要作用,因为它是主要的热源。
全球车辆的持续电气化导致电力牵引驱动器(e-drive)在汽车行业中的重要性日益增加。未来,几乎每辆道路车辆都预计将至少配备一台电动机——无论它们是纯电池驱动的汽车、燃料电池汽车、轻度混合动力汽车还是插电式混合动力汽车。
新能源汽车所应用的驱动电机类型以交流异步电机与永磁同步电机为主。其中,日韩车系多采用永磁同步电机,欧美车系则多采用交流异步电机。而永磁同步电机借助其功率密度高、能耗低、体积小、重量轻等优势,已成为中国新能源汽车中最广泛应用的驱动电机。据中国工信部数据显示,截至2019年6月,中国国内驱动电机装机量达到65万台,其中永磁同步电机占据市场份额的99%。
永磁同步电机主要由定子、转子与绕组、端盖等机械结构组成。其中,定子与转子铁芯的质量与性能直接决定了驱动电机的能效及稳定性等关键指标,价值占比分别达到永磁同步电机总价值的19%与11%。
 © 3D科学谷白皮书
© 3D科学谷白皮书
永磁同步电机驱动创新的一个关键领域是使用发夹设计的定子生产。与传统的绕线技术相比,在发夹技术中,电动机的铜绕组采用插入式线圈设计,由实心电导体构成。为此,铜线首先被三维弯曲成U形,然后通过各种组装、成型操作完成,形成电气闭合的“绕组”。其中, “发夹”这个名称源于铜导体的发夹形几何形状。
根据公开资料,扁线电机是新能源汽车驱动电机下一阶段的大势所趋,其战略意义不言而喻,其中,国内已出现生产扁线电机的风潮,扁线代表企业包括精达股份、长城科技、金杯电工、冠城大通等。预计未来五年中国新能源汽车驱动电机行业市场规模将保持稳定增长态势,到2024年有望突破150.8亿元人民币,年均复合增长率达到6.5%。
![]() 挑战与机遇
挑战与机遇
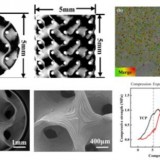
让铜的填充率更高,3D打印在这方面具备独特的优势。根据3D科学谷的了解,目前主要有四种途径加工铜金属,一种是PBF金属3D打印技术类别中的EBM电子束熔化金属3D打印技术;一种是PBF金属3D打印技术类别中的L-PBF激光选区熔化金属3D打印;一种是BJ粘结剂喷射金属3D打印;第四种是FDM挤出式3D打印,不过根据3D科学谷的市场研究,当前FDM挤出式3D打印铜合金的电导率还不足以满足电机的应用。在这方面,市场上熟知的L-PBF选区激光金属熔化3D打印技术以及Binder Jetting粘结剂喷射金属3D打印技术是目前最为主的应用技术。
根据3D科学谷的市场研究,针对铜对激光的反射特点,克服粉末床激光铜增材制造挑战的思路是调整激光波长。较大的波长会降低激光吸收率,而随着较短的激光波长而增加。波长约为 520 nm 的绿色和蓝色激光将激光吸收率提高到 40%
通过电子束熔化(Cu 吸收大约80% 的能量)或绿色和蓝色激光熔化(Cu吸收高于40%的能量),可以实现更有效的金属粉末熔化。值得注意的是,铜是出色的电导体通常也是出色的热导体,这会带来额外的3D打印挑战。在 PBF 金属粉末熔化3D打印工艺中,这会导致热能从熔池中快速传导出来,从而导致局部热梯度很高,可能导致分层、变形和零件故障。
3D打印的铜金属相对密度和电导率之间大致呈线性关系——范围从~50-60% IACS(相对密度~85%)到~96-102% IACS(接近全密度)。根据3D科学谷的了解,目前通过电子束EBM金属3D打印可获得高达102% IACS的电导率,通过绿色激光的选区金属熔化金属3D打印 L-PBF 技术可获得高达98.6%的电导率。
此外,使用高功率 2000W(1070 nm 激光)L-PBF 3D打印系统打印的 Cu-Cr合金表现出接近等效的 98% IACS 电导率。
3D打印带来的创新潜力在于基于装配的发夹定子设计,通过增材制造可以实现更紧凑、更强大的驱动以及适合大批量生产的更经济的生产工艺。
![]()
知之既深,行之则远。基于全球范围内精湛的制造业专家智囊网络,3D科学谷为业界提供全球视角的增材与智能制造深度观察。有关增材制造领域的更多分析,请关注3D科学谷发布的白皮书系列。
白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文