以下文章来源于粉体圈Alex
为了满足现代航空事业的需求,涡轮叶片的冷却效率需要不断提高。为此,涡轮叶片被设计为内含复杂气冷流道的空腔结构,而铸造型芯作为叶片熔模精密铸造过程中的关键材料,被放置在模具的中心作为一种牺牲材料以留出空位,并在最后通过化学、机械、热脱等方法去除。常用的型芯材料包括型芯砂、金属、陶瓷等,其中,陶瓷型芯由于具有高熔点、耐腐蚀、化学稳定等优点,成为高熔点金属铸造采用的最主要型芯材料。尤其是,航空发动机空心涡轮叶片的精密铸造过程中需要型芯自身耐高温,从而使得陶瓷型芯在涡轮叶片精密铸造中得到了广泛应用。
 具有优异高温强度、良好抗氧化、抗热腐蚀性的涡轮叶片材料
具有优异高温强度、良好抗氧化、抗热腐蚀性的涡轮叶片材料
不过,复杂异形陶瓷型芯的成型和制造非常困难,传统方法逐渐难以实现如多层壁型芯等复杂异形陶瓷型芯的成型。3D打印技术为复杂异形陶瓷型芯的成型提供了创新技术途径。与传统制造方式不同,3D打印制造方式能极大简化制造流程,大大缩短开发周期,同时还具有高精度、低成本、材料浪费少、设计性强等优点。然而目前3D打印的陶瓷型芯距离实际工程应用仍存在一定差距,较多关键技术仍需突破、相关机理亟待揭示,需要进一步对其发展面临的关键挑战进行分析。
![]() 陶瓷型芯的3D打印路线
陶瓷型芯的3D打印路线
3D打印技术基于“离散—堆积”原理,首先建立零件的三维模型,利用计算机模拟切片技术,得到每层成型形状。采用不同方式将原料逐层堆积成型。具有成型速度快、设计自由度高、材料浪费少等优势,在制备复杂结构制品时具有极大优势。目前,复杂异形陶瓷型芯的3D打印较多采用以下技术:(1)光固化成型,主要为立体光刻成型(SLA)与数字光处理成型(DLP);(2)墨水直写成型(DIW);(3)黏结剂喷射成型(BJ);以及(4)激光选区烧结(SLS)等。
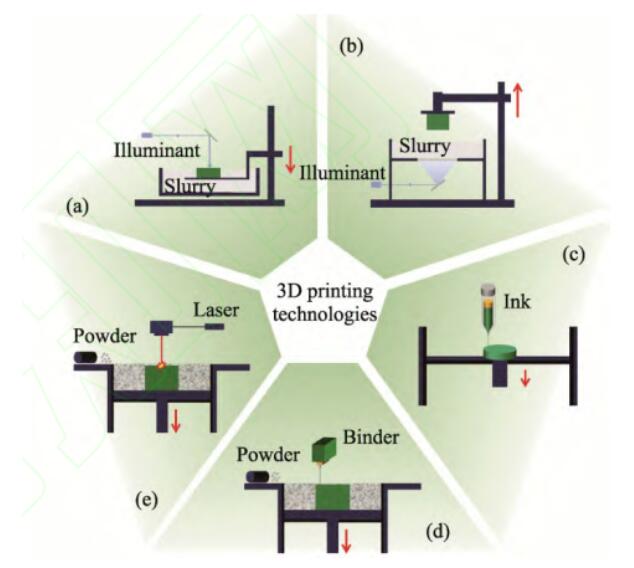 陶瓷型芯3D打印技术分类:(a)立体光刻成型SLA;(b)数字光处理成型DLP;(c)墨水直写成型DIW;(d)黏结剂喷射成型BJ;(e)激光选区烧结SLS
陶瓷型芯3D打印技术分类:(a)立体光刻成型SLA;(b)数字光处理成型DLP;(c)墨水直写成型DIW;(d)黏结剂喷射成型BJ;(e)激光选区烧结SLS
01 光固化成型
光固化成型是目前研究最为广泛的陶瓷型芯3D打印技术。其基本原理是通过逐层照射陶瓷浆料中的光引发剂,使陶瓷材料逐层固化成型,获得陶瓷型芯坯体,再经烧结后得到最终陶瓷型芯产品。按照光源投影方式的不同,光固化成型主要可包括立体光刻成型(SLA)与数字光处理成型(DLP)两类。
(1)立体光刻成型(SLA)3D打印,首先在光固化介质(如光敏树脂)中添加陶瓷颗粒配置光敏陶瓷浆料,光源再按照程序设定逐点扫描使得陶瓷浆料固化,固化后成型台下降一定高度配合刮刀重新铺满浆料,浆料逐层固化得到陶瓷型芯坯体,再经脱脂与烧结后得到最终的陶瓷型芯。立体光刻成型具有精度高、可成型复杂结构的优点。
(2)数字光处理成型(DLP)3D打印,在立体光刻成型3D打印的基础上有所改良。浆料借助面光源光照固化整层同时成型,所以又称为面曝光3D打印技术。与传统立体光刻成型的“点—线—层”扫描不同,“面—层”扫描的数字光处理成型的打印时间大大缩短、打印效率更高。然而,目前在制备大尺寸陶瓷型芯时仍存在一定困难,尤其是当成型复杂异形、不规则且具有弧度的双壁型芯结构时存在较大难度。
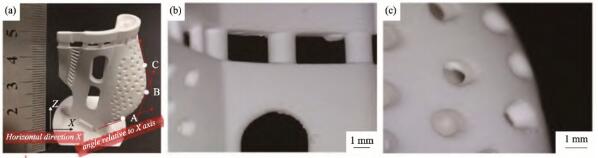 (a)立体光刻成型3D打印制备氧化铝基陶瓷型芯;(b)(c)氧化铝基陶瓷型芯光学放大照片
(a)立体光刻成型3D打印制备氧化铝基陶瓷型芯;(b)(c)氧化铝基陶瓷型芯光学放大照片
02 墨水直写成型
墨水直写成型(DIW)是一类典型的材料挤出成型技术。首先将陶瓷粉体与黏结剂混合制备具有一定黏弹性的陶瓷墨水,再从墨水直写成型设备的喷嘴中挤出,喷嘴按照预设路径移动,浆料逐层堆积形成陶瓷型芯坯体,后经脱脂与烧结后得到陶瓷型芯。与光固化成型相比,墨水直写成型具有操作简单、方便快捷、成本低廉等优点,且有望成型大尺寸构件,但可惜的是,其成型精度有限,难以制备高精度、复杂异形陶瓷型芯。
03 黏结剂喷射成型
黏结剂喷射(BJ)是一种典型的添加剂制造技术。3D打印设备根据计算机模型将液体黏结剂喷射在铺设的陶瓷粉体上,粉体逐层黏结构筑成最终的陶瓷型芯坯体,再经脱脂与烧结后最终得到陶瓷型芯。黏结剂的种类极大影响陶瓷型芯坯体的力学性能、精度、相对密度、表面粗糙度。一般而言,黏结剂喷射成型3D打印的成型效率较高,甚至可以将陶瓷型芯的3D打印时长从小时维度缩短为分钟维度,但是陶瓷型芯坯体精度一般较低,强度较差,极易在后续脱脂与烧结处理过程中发生碎裂、坍塌等缺陷。
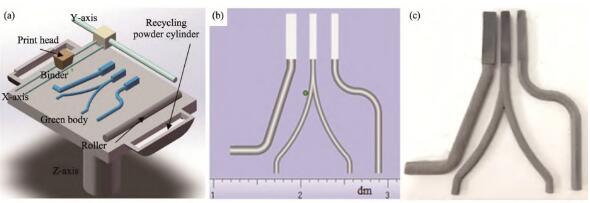 黏结剂喷射成型3D打印制备陶瓷流道芯:(a)打印过程;(b)3D模型图;(c)氧化铝陶瓷流道芯坯体
黏结剂喷射成型3D打印制备陶瓷流道芯:(a)打印过程;(b)3D模型图;(c)氧化铝陶瓷流道芯坯体
04 激光选区烧结成型
选区激光烧结成型(SLS)与黏结剂喷射成型类似,采用的原料同为陶瓷粉体。黏结剂喷射成型通过逐层黏合陶瓷粉体成型获得陶瓷坯体,而选区激光烧结成型则是通过激光高温烧结使陶瓷粉体烧结成型获得最终的陶瓷型芯坯体。选区激光烧结成型工艺简单,适用材料范围广、材料利用率高,所以常用来快速成型型芯。然而,多数陶瓷粉体烧结温度较高,这一方面对选区激光烧结成型设备的激光器性能有极高要求,设备成本高昂;另一方面,成型过程中急剧的温度变化,极易影响陶瓷型芯制造精度与性能。
 选区激光烧结成型3D打印技术制备的陶瓷型芯
选区激光烧结成型3D打印技术制备的陶瓷型芯
综上所述,陶瓷型芯的几种3D打印技术各有千秋,与传统成型方法相比,3D打印技术摆脱了模具的限制,极大缩短了陶瓷型芯的研制周期,同时还具有设计性强、能成型复杂异形结构等优点。
![]() 陶瓷型芯3D打印的优化
陶瓷型芯3D打印的优化
01 3D打印精度与效率的提升
3D打印陶瓷型芯的精度与效率通常相互制衡。其中,二氧化硅基型芯高温性能较差,为了保证二氧化硅基陶瓷型芯在使用时的铸造精度,需要型芯3D打印与烧结后的收缩率低于1%、高温挠度小于1mm。有学者对比了不同工艺制备二氧化硅基陶瓷型芯的收缩率与高温挠度,其中传统成型技术中,精度最高的为热压铸成型、烧结的二氧化硅基陶瓷型芯;3D打印成型中,精度最高的为激光选区烧结成型、烧结的二氧化硅基陶瓷。另外,就制造效率而言,可以根据原料种类、精度要求、制品尺寸等多方面要求综合考虑选择合适的3D打印技术。据已有的研究成果分析,在提升制造精度的目的下,光固化成型技术更有优势,在打印大尺寸制品时,激光选区烧结技术能够满足需求。
 不同成型技术制备的陶瓷型芯精度对比:(a)二氧化硅基陶瓷型芯;(b)氧化铝基陶瓷型芯
不同成型技术制备的陶瓷型芯精度对比:(a)二氧化硅基陶瓷型芯;(b)氧化铝基陶瓷型芯
02 气孔率与强度的协同提升
在空心涡轮叶片的精密铸造过程中,降低烧结温度能够显著提升陶瓷型芯的气孔率,但烧结不充分又会导致陶瓷型芯弯曲强度的降低,气孔率与强度作为此消彼长的对立变量,难以达到“双高”。目前,就平衡陶瓷型芯气孔率与强度的研究主要有两种途径:(1)优化制备工艺和改善浆料配比。选取合适的烧结温度,通过影响晶粒生长来平衡型芯气孔率与强度是目前应用较为广泛的方法。与之相似的,还有改变烧结气氛、脱脂温度、添加后处理工艺等。(2)部分研究通过制备多孔陶瓷型芯来平衡气孔率与强度,通过在浆料中加入有机物颗粒,在烧结过程中分解产生气孔。通过控制有机物颗粒的含量、粒径,实现对陶瓷气孔率、孔径、孔道及孔形态的精确控制,使型芯气孔率及内部形态可控化。
 不同成型技术制备的陶瓷型芯弯曲强度、气孔率对比:(a)二氧化硅基陶瓷型芯;(b)氧化铝基陶瓷型芯
不同成型技术制备的陶瓷型芯弯曲强度、气孔率对比:(a)二氧化硅基陶瓷型芯;(b)氧化铝基陶瓷型芯
03 陶瓷型芯内部缺陷的精准抑制
陶瓷型芯由于具有脆性且结构复杂,在烧结与浇铸过程中容易产生裂纹甚至断裂。以二氧化硅基陶瓷型芯为例,为了改善高温性能在SiO2中加入锆英粉,在保温过程中,晶体颗粒长大,方石英含量不断增加,型芯结构愈发致密,导致内应力增大,内部产生微裂纹,从而造成强度的下降。因此,合理选择添加相的种类,并科学控制添加相的含量,能够有效防止裂纹的产生,提高成品率。此外,改进型芯结构设计等举措也能有效预防与精准抑制陶瓷型芯的缺陷。
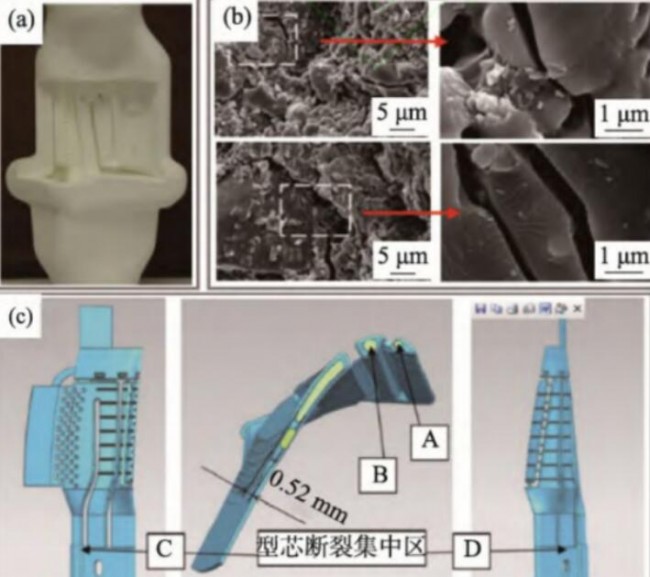
(a)二氧化硅基陶瓷型芯烧结体;(b)1400℃烧结样品SEM组织形貌;(c)型芯烧结易断裂处示意图
![]() 本章小结
本章小结
不同门类3D打印技术的不断发展和在陶瓷领域的深入应用,为陶瓷制品的个性化定制及研发提供了一种全新的策略。陶瓷型芯的成型过程由此变得更加集成化、智能化和高效化,让高性能陶瓷型芯的产业化看到了光明的前景。然而,不同材料又要对应不同的3D打印技术路线,下篇文章就具体谈谈有哪些材料路线吧!
参考文献:
[1]朱文杰.铸造铝合金用水溶性精密陶瓷型芯制备与性能研究 东南大学, 2018
[2]张贺.精铸空心叶片氧化硅陶瓷型芯制备工艺研究[D].哈尔 滨工业大学, 2017.
[3]杨嘉楠.硅基陶瓷型芯的制备及性能研究[D].东南大学, 2017.
[4]翟小菲,陈婧祎等.陶瓷型芯3D打印研究进展与挑战[J].陶瓷学报, 2023, 44(5): 831–838
文章来源:粉体圈Alex
知之既深,行之则远。基于全球范围内精湛的制造业专家智囊网络,3D科学谷为业界提供全球视角的增材与智能制造深度观察。有关增材制造领域的更多分析,请关注3D科学谷发布的白皮书系列。
白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷 l 链接到3D科学谷网站原文