以下文章来源于
陶瓷作为一种在工业上广泛使用的材料,具有高硬高强,优异的耐高温性和出色的耐磨性等特性。传统的陶瓷制备技术不允许制造具有复杂形状的陶瓷零件,例如弯曲形状或蜂窝状结构。3D打印是一种能够快速制造复杂形状物体的技术,实质是通过在每一层上沉积原料来构建3D对象。然而3D打印陶瓷通常因其密度较低而导致机械性能不足而受到应用的限制。已有较多的科研团队在如何提高3D打印陶瓷的密度及其性能等方面开展了研究工作。
基于之前的研究参考,天津大学孙晓红教授课题组综述了目前行业领域内使用较多的四种陶瓷3D打印技术:选择性激光烧结 (SLS),选择性激光熔融 (SLM),立体光刻 (SLA) 以及直接墨水书写 (DIW)。作者提供了有关3D打印机制及其用于制造高密度陶瓷技术的重要见解,并讨论了通过每种工艺和尖端策略制备高密度陶瓷的可能性,并辅以大量示例进行说明。应该指出的是,本综述中提到的技术都可以通过在其限制范围内通过优化粉末性能,印刷参数和后处理方法来用于制造高密度陶瓷零件。最后,作者对于3D打印致密陶瓷的发展进行了展望。
![]() 选择性激光烧结 (SLS)
选择性激光烧结 (SLS)
目前应用广泛的是间接SLS,通过激光束烧结低熔点聚合物粘合剂来粘合陶瓷粉末随后进行合理的烧结制度从而提高最终的陶瓷密度 (图1)。为了提高打印过程中粉末的流动性,粉末应具有合适的粒度分布,一般由具有几种特定尺寸和对应含量的球形颗粒组成,这有助于实现粒子之间良好的连通性 (图2)。较小的初始颗粒会具有较大的表面积从而产生更多的接触点和较小的曲率半径,因此在液相烧结过程中具有更强的粘结趋势。在打印过程中,由于过高的能量密度可能导致聚合物粘合剂烧尽,从而失去粘合效果。然而当激光产生的热量不足以熔化粘合剂时,这使得粉末难以粘结在一起,从而导致陶瓷密度大大不足。扫描速度越慢,激光束加热粉末的时间就越长,从而传递更多的热量。因此应控制激光功率与扫描速度的条件,使其略高于阈值,保证扫描区域中的粉末粘结,而扫描区域之外的粉末不能粘结。在对陶瓷进行后处理时,可以选择等静压,激光重熔和在特定气压下反复渗透实现致密陶瓷的制备 (图3)。
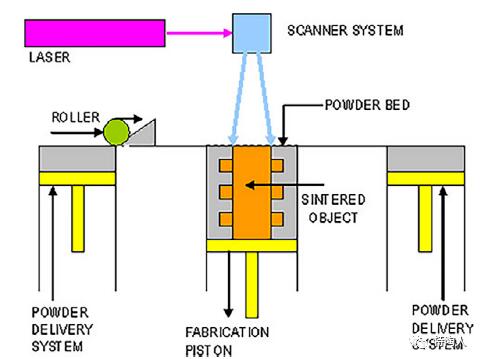 图1 SLS制备过程示意图
图1 SLS制备过程示意图
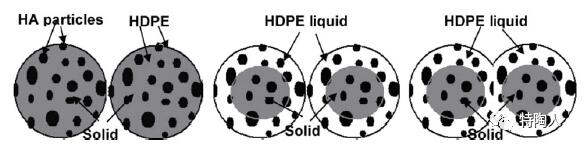 图2 SLS过程中羟基磷灰石 (HA) 和聚乙烯 (HDPE) 粒子间连通性的形成
图2 SLS过程中羟基磷灰石 (HA) 和聚乙烯 (HDPE) 粒子间连通性的形成
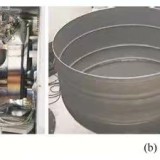
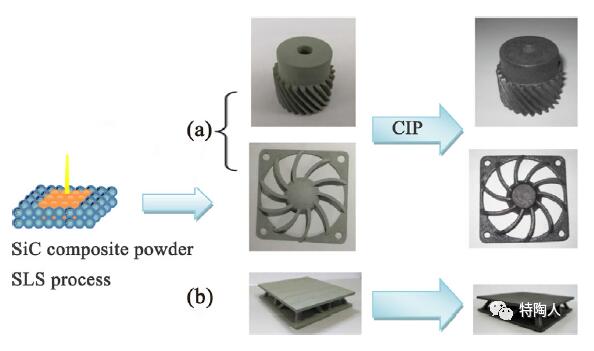 图3 复杂形状的SiC零件:(a) SLS和冷等静压结合的零件 (2.48 g/cm3);(b)未冷等静压的相同加工零件 (2.29 g/cm3)
图3 复杂形状的SiC零件:(a) SLS和冷等静压结合的零件 (2.48 g/cm3);(b)未冷等静压的相同加工零件 (2.29 g/cm3)
![]() 选择性激光熔融 (SLM)
选择性激光熔融 (SLM)
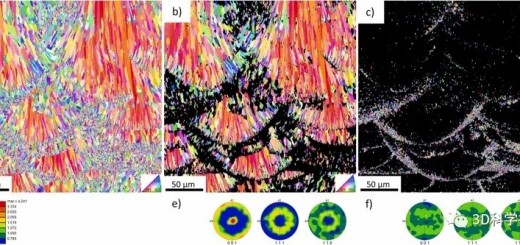
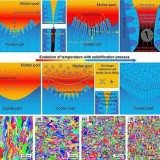
SLM过程是通过激光束扫描时接触区域迅速熔化并凝固,从而迅速致密化实现陶瓷的制备。由于能够通过高功率激光源将粉末熔化成液相,因此理论上可以生产几乎不需任何后处理的致密均质零件。但该技术的缺点是具有高能量密度的激光束会引起较大的热梯度,并伴随局部应力,从而导致陶瓷零件上微裂纹的形成因而影响性能。尽管有研究表示小粒径的球形陶瓷粉末有助于最终密度的提升 (图4),然而团聚现象也是不可避免的现象。因此,迫切需要对粉末的特性进行进一步的研究。当扫描速度恒定时,随着激光功率的增加,小颗粒首先熔化形成液相。此时,借助于毛细作用力,颗粒被重新排列成紧密致密的结构。激光功率越高,产生的液相越多,因此密度越高。但是,随着激光功率的不断增加,根据高斯分布,中心区域的能量密度将高于周围区域的能量密度。同时,中心区域的冷却速度明显比边缘区域的冷却速度慢,这使得在冷却过程中固化从边缘开始并延伸到中心区域。如图5所示,随着体积的缩小,中心区域将承受较大的拉力并易于出现垂直裂纹。
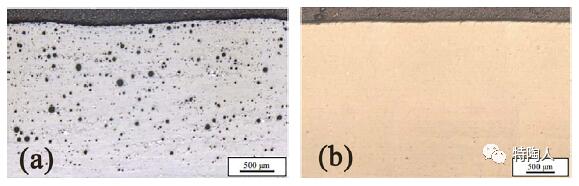 图4 用不同形状的粉末制成的零件横截面:(a) 不规则形状的颗粒;(b) 球形颗粒
图4 用不同形状的粉末制成的零件横截面:(a) 不规则形状的颗粒;(b) 球形颗粒
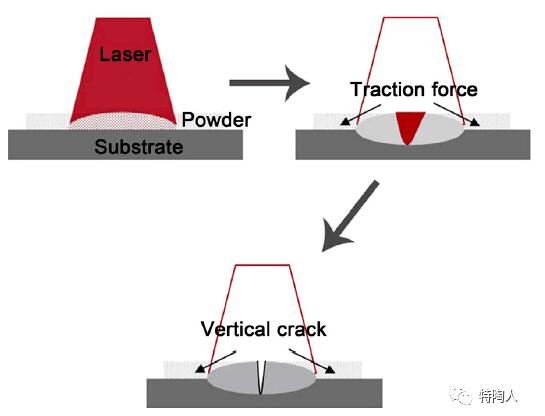 图5 SLM中产生裂纹的过程
图5 SLM中产生裂纹的过程
![]() 立体光刻 (SLA)
立体光刻 (SLA)
SLA是迄今为止能够完成超精密制造的增材制造技术之一,这是因为它具有制造分辨率低至微米级的高质量物体的能力。其原理基于光聚合过程,通常利用某种光源来引起单体层的链反应以实现聚合效果。当光进入陶瓷浆料时,它将被陶瓷颗粒散射。严重的散射将导致有限的渗透深度和印刷体边缘的过度曝光,从而影响尺寸精度。另外,粉末对光的吸收降低了光强和固化所需的最小强度的穿透深度。因此,固化深度应是层厚加上适当的过度固化以避免出现透印和分层现象。通常,具有较小粒径和较大体积分数的陶瓷粉末往往会导致陶瓷悬浮液的粘度高和流动性差,但此类陶瓷悬浮液通常具有出色的稳定性。与使用单一尺寸的颗粒相比,双峰分布的颗粒更有利于提高SLA制备的陶瓷的密度。因此,需要适当地调节粒径比以获得具有合适粘度以及良好稳定性的悬浮液。研究表明陶瓷最终密度不受激光功率和激光移动速度的明显影响,但是激光功率的调节会引起抗弯强度的较大变化。此外由于扫描路径不同,所获得的陶瓷在水平和垂直方向上会表现出各向异性,并且表面粗糙度也不同。
 图6 用优化的聚硅氧烷/微米氧化铝混合物打印陶瓷结构的SEM:在1300°C烧结前 (a,b) 和 (c,d) 烧结后
图6 用优化的聚硅氧烷/微米氧化铝混合物打印陶瓷结构的SEM:在1300°C烧结前 (a,b) 和 (c,d) 烧结后
![]() 直接墨水书写 (DIW)
直接墨水书写 (DIW)
顾名思义,陶瓷DIW技术将陶瓷粉末与粘合剂,分散剂和其他添加剂混合到可通过一定直径的印刷喷嘴挤出的剪切稀化的油墨材料中。不难发现,DIW技术具有其他3D打印技术所没有的显着优势:无需任何紫外线或激光辐射就可以进行。该过程中,由于粘弹性和高陶瓷体积分数,非牛顿流体的油墨直接从印刷设备的喷嘴逐层挤出并固化成所需的形状。其次,当剪切应力大于某个阈值时,油墨应表现出剪切稀化特性,从而确保陶瓷油墨顺利通过管道和喷嘴而不会阻塞。因此油墨首先需要确保能够连续稳定地挤出,此后一旦沉积在基材上就可以固化并保持其形状。这种独特的能力可以通过在陶瓷墨水中添加特定的粘结剂来实现,如图7。在打印过程中,低的填充率和高打印速度的结合有利于实现最低的表面粗糙度。然而此项技术的缺点在于由于喷嘴尺寸的限制,目前难以达到SLA技术所达到的高精度。因此,仍然有必要继续探索更加实用可行且满足高精度的油墨配方以及更高分辨率的印刷设备。
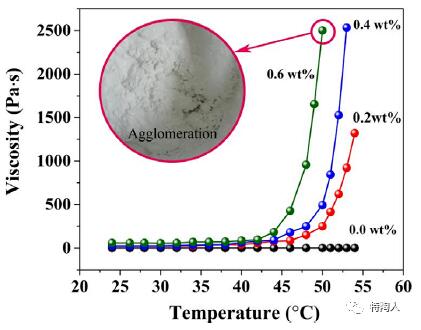 图7 加热后含有不同浓度角叉菜胶的氧化铝油墨的粘度变化
图7 加热后含有不同浓度角叉菜胶的氧化铝油墨的粘度变化
![]() 展望
展望
从整体分析来看,在四种技术中SLA制备陶瓷的尺寸精度和表面质量明显优于当前研究中的其他技术,在制备高密度陶瓷零件的应用中具有其独特的优势。然而DIW技术以其低成本,陶瓷种类的适应性优异也具有很大的应用前景。SLS与SLM技术在克服技术本身缺陷后再通过对陶瓷适当的后处理仍旧具有可观的制备致密陶瓷的潜力。其次具有复杂结构的致密陶瓷的未来前景是最大程度地减少各种添加剂的用量,甚至抛弃粘合剂进行直接的陶瓷3D打印。此外,陶瓷3D打印技术应继续尝试实现高质量的尺寸与表面精度,但最重要的是最大化实现几何设计自由度,这是传统制造技术无法比拟的。
通讯作者简介:孙晓红,特聘研究员,博士生导师,天津大学,材料科学与工程学院院长助理,先进陶瓷与加工技术教育部重点实验室,科研副所长,在无机陶瓷和储能材料领域深耕十余年,共发表SCI论文88篇,其中第一或通讯作者69篇,包括Journal of the American Chemical Society、ACS Nano、Nano Energy等高水平期刊。作为负责人承担科研项目共18项,包括国家级项目9项等。作为第一发明人申请专利32项,获授权8项。担任科技部2035第六次国家技术预测专家、中国机械工程学会工程陶瓷专业委员会理事、SCI二区期刊Chinese Chemical Letters和Journal of Advanced Ceramics青年编委,为天津大学北洋学者青年骨干教师和天津大学三八红旗手称号获得者。
文章来源:
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷