以下文章来源于中国有色金属学报 ,作者中国有色金属学报
镁合金是最轻的金属结构材料,具有诸多优异的特性,例如优良的比强度与比刚度、优异的阻尼性能、热稳定性和抗电磁辐射性能等,已经被广泛应用于航空、航天、汽车、电子通讯等领域。随着工业界对产品综合性能要求的进一步提升,流道、拓扑等更加轻量化的零件设计理念开始崭露头角。然而目前镁合金的成形方式依然主要采用传统的铸造、粉末冶金和塑性成形等,这些传统的加工工艺难以对一体化构件内部进行加工,无法在部件内部构建精细流道结构或拓扑结构,限制镁合金发挥轻量化的优势与复杂结构件成型的潜力。
增材制造技术是以计算机辅助设计、材料加工与成形技术、烧结、熔融、光固化、喷射等方式逐层堆积从而获得实体物品的制造技术。该方法具有无需模具、快速响应、材料利用率高、可成形任意复杂构件等优点,这使得过去受到传统制备方式约束而无法实现的复杂结构件的制造变为可能。近年来,针对镁合金的增材制造相关研究也逐步展开,以期突破传统镁合金制备工艺对镁合金发挥轻量化优势的限制。
 论文链接:
论文链接:
http://ysxb.csu.edu.cn/thesisDetails#10.11817/j.ysxb.1004.0609.2022-43624&lang=zh
上海交通大学曾小勤教授团队选取镁合金增材制造中研究较为成熟的粉末床选区激光熔融(SLM)技术与电弧增材制造(WAAM)技术,综述其研究现状,分析这两种增材制造工艺的核心参数及其对材料成形质量、微观组织、以及服役性能的影响,目前取得的研究成果、进展以及每种工艺的优势劣势,并对其未来研究方向进行展望。相关论文发表在《中国有色金属学报》。
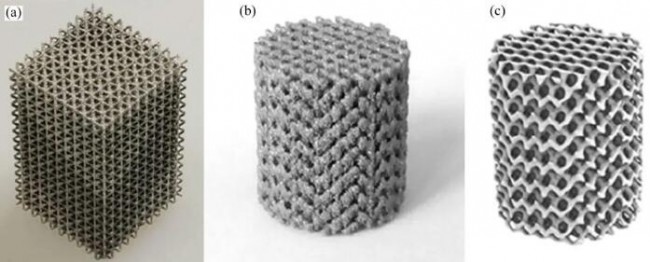 增材制造成形的多孔镁合金零件
增材制造成形的多孔镁合金零件
![]() 图文解析
图文解析
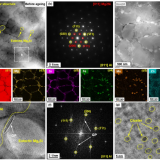
WAAM增材制造无需开模,柔性化程度高,整体制造周期短,能够实现数字化、智能化制造,制造设备要求低,对设计的响应快,适合于多品种产品制造,依靠电弧增材制造工艺可将制造时间和后加工时间分别减少 40%–60%和 15%–20%,通过合理过程控制可以制造具有优良力学性能的镁合金。镁合金 WAAM增材相关研究目前集中在调控快速凝固过程中晶粒细化与热影响区长大的研究上。利用脉冲电流破碎熔池等方法形成细小的晶粒有助于镁合金强韧性的提高,减少增材过程中由于热影响区导致的柱状晶,提高了WAAM镁合金力学性能的各向同性,如图1所示。
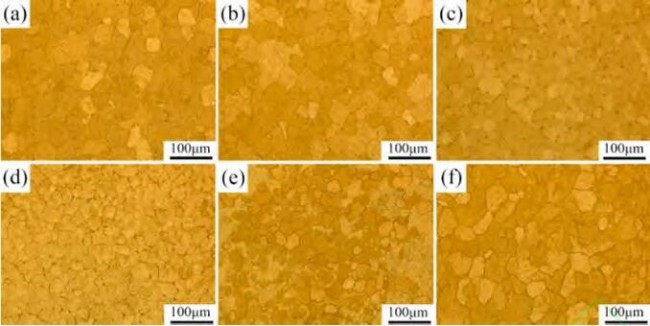 图1 不同脉冲频率下沉积样品的微观结构:(a) 500Hz; (b) 100Hz; (c) 10Hz; (d) 5Hz; (e) 2Hz; (f) 1Hz
图1 不同脉冲频率下沉积样品的微观结构:(a) 500Hz; (b) 100Hz; (c) 10Hz; (d) 5Hz; (e) 2Hz; (f) 1Hz
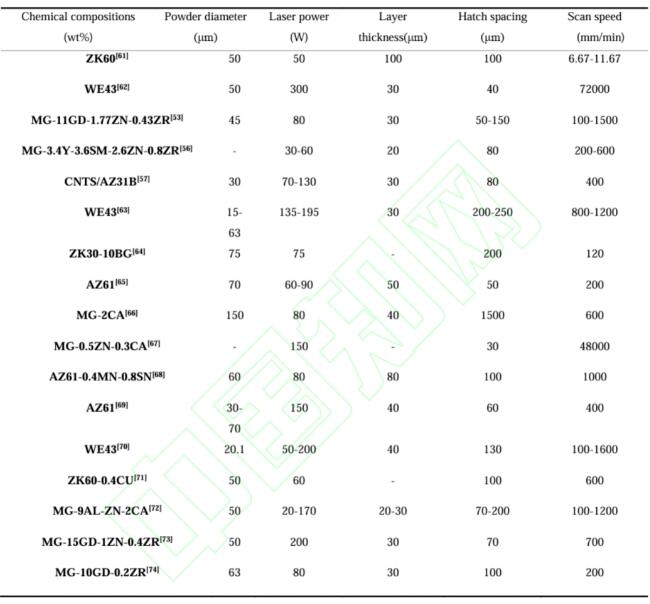
SLM工艺成形精度更高,表面平整度更好,具有更高的熔体凝固速度,有利于形成细小晶粒,从而提高成形样件的综合力学性能,适合作为高精度,高订制化的零部件,不仅广泛用于公共医疗领域,用于定制可降解的植入体,也常被用来定制航天领域的精细部件。镁合金粉末的形状和尺寸对 SLM过程中铺粉流动性和激光反射的过程起着重要作用,加入高激光吸收率的材料(如碳纳米管、石墨烯)可以有效提高镁合金粉末对激光的吸收率。SLM工艺参数会影响成型样件的孔隙率、微观结构和综合性能。在SLM成型过程中,不仅要考虑激光功率、扫描速度、扫描间距,层厚分别带来的影响,也要平衡各参数,使得能量输入密度在合理的区间内。表1给出了部分SLM镁合金使用的加工参数。
表1 部分SLM镁合金与镁基复合材料SLM增材制造加工参数
![]() 研究结论
研究结论
镁合金增材制造优势突出,前景广阔。但同时很多问题制约镁合金增材制造工艺的进一步应用与发展:
(1)基础研究理论匮乏,缺乏镁合金3D打印过程中能量输入的调控模型,如过热熔体反冲压形成的飞溅;以及快冷过程中微观组织演化的理论研究;
(2)镁合金增材制造经验相对匮乏,经常存在一定的缺陷,如热裂纹、气孔等,需要针对镁合金开发专门的SLM成型工艺;
(3)目前尚无适用于增材制造的专用镁合金原材料,亟需开发适合增材制造加工的镁合金成分体系。
引用格式
赵致先, 闫鹏飞, 吴捷, 孙红伟, 王静雅, 王鑫, 应韬, 曾小勤. 增材制造镁合金的研究现状与展望[J]. 中国有色金属学报, 2023, 33 (09): 2753-2773.

l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷