根据3D科学谷《金属与金属 l 多材料和蜂窝超材料的3D打印设计、特性、应用、挑战》一文,多材料AM-增材制造为设计具有改进性能的复杂、功能性、高度个性化和高附价产品提供了多种机会,不同比例的材料集成可以定制组件的性能,包括电学、热学、机械、光学和多功能性能。
“ 3D Science Valley 白皮书 图文解析

”
然而多材料中的不同材料属性的严重不匹配也可能导致界面缺陷,加工方法与策略就变得尤为重要。在铜金属的技工中,蓝激光可以通过调节激光功率参数来实现界面元素成分的平稳过渡。这对铜镍异质结构的增材制造特别有利,上海交通大学特种材料研究所成功地在Inconel 718基板上沉积了纯铜并显著促进了铜镍界面元素成分的平稳过渡,本期3D科学谷的谷专栏将针对这一研究进展做特别分享。
 ▲各种各样的燃油喷嘴
▲各种各样的燃油喷嘴
© 3D科学谷白皮书
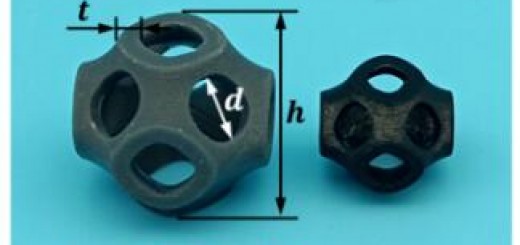
![]() 内-铜+外-镍基合金
内-铜+外-镍基合金
液体火箭发动机的喷嘴和再生冷却燃烧室采用了内部铜和外部镍基高温合金的异质结构。然而,采用激光增材制造技术加工时,在传统的1064 nm红外激光作用下,铜的激光吸收率仅为5%,通常依靠激光在匙孔内多次反射来提高吸收率。由于初始吸收率低,造成加工过程非常不稳定,容易产生孔隙和裂纹缺陷。值得注意的是,铜在450 nm蓝激光作用下具有高达65%的激光吸收率。
上海交通大学特种材料研究所与广东粤港澳大湾区硬科技创新研究院合作,基于3500 W、矩形光斑(7.5 mm2)蓝激光增材制造设备,采用定向能量沉积工艺,成功地在Inconel 718基板上沉积了纯铜,实现了62.84 mm2/s的熔覆效率。相关研究成果以“Achieving ultra-high efficiency in directed energy deposition of pure copper on Inconel 718 substrate with a 3500 W blue laser”为题发表在《Materials Letters》。上海交大硕士生朱昌隆为第一作者;上海交大王洪泽副教授、吴一副教授、唐梓珏助理研究员为共同通讯作者;共同作者还包括上海交大博士生王安(现就职于中国工程物理研究院)、博士生母杰瑞、博士生任芃源、王浩伟讲席教授,广东硬科院副院长孙涛、工艺主管郑江鹏。
首先,研究团队将铜粉以不同功率单道单层沉积在Inconel 718基板上,分析了成形效果。如图1所示,不同功率下熔覆层和基板结合良好,没有明显的缺陷。蓝激光加工过程为热导模式,相比于红外激光的匙孔模式更加稳定,工艺窗口宽,这利于铜镍异质结构的制备。随着激光功率的增加,熔覆层宽度和深度增加,而高度减小。它们的变化与功率的变化呈线性关系。这进一步证明了能量吸收过程的稳定性。熔覆效率(轨道宽度×扫描速度)最高可达62.84 mm2/s,明显高于目前其他对铜进行熔覆的研究结果,这主要归因于铜对蓝激光的高吸收率。如图1(i)和(j)所示,在蓝激光作用下,熔池可以稳定润湿并铺展在基板上。相比之下,红外激光产生的匙孔需要高能量和小光斑尺寸,很难提高熔覆效率。
 ▲图1 (a-e)不同功率下单道单层的OM图像;(f)几何尺寸;(g)熔覆效率;(h)熔覆效率和其他研究结果的比较;(i)高功率红外激光和(j)高功率蓝激光加工示意图
▲图1 (a-e)不同功率下单道单层的OM图像;(f)几何尺寸;(g)熔覆效率;(h)熔覆效率和其他研究结果的比较;(i)高功率红外激光和(j)高功率蓝激光加工示意图
此外,研究团队对铜镍界面元素的扩散行为进行了针对性分析。图2(d)-(f)显示,当激光功率为2000 W和3500 W时,基板位置存在大量铜元素富集的点。图2(g)-(i)表明,在1000 W激光功率下,熔覆层和基板之间的镍元素分布差异最为显著。随着功率增加,这种差异逐渐缩小。所以,更高的激光功率可以促进Cu和Ni的扩散。图2(j)-(l)表明,在1000 W和2000 W的激光功率下,界面处Cu和Ni含量会产生突变,而在3500 W激光功率下元素成分过渡更加平稳。界面宽度随着功率的增加而增加(图2(m)),在3500 W下,界面宽度达到418 μm。因此,蓝激光可以通过调节激光功率参数来实现界面元素成分的平稳过渡。这对铜镍异质结构的增材制造特别有利,因为宽的界面和界面成分的平稳过渡有助于缓解残余应力。
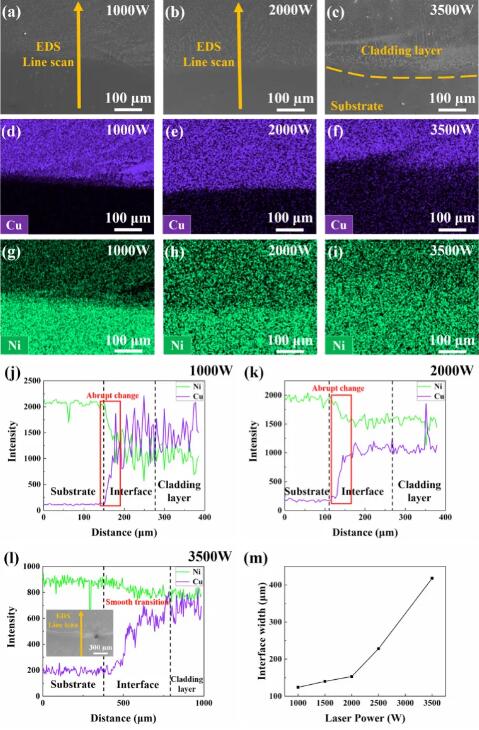 ▲图2 (a-c)不同功率下铜镍界面位置的SEM图像;(d-i)EDS面扫描和(j-l)EDS线扫描结果;(m)界面宽度
▲图2 (a-c)不同功率下铜镍界面位置的SEM图像;(d-i)EDS面扫描和(j-l)EDS线扫描结果;(m)界面宽度
最后,研究团队分析了蓝激光加工所得熔覆层的组织形貌和显微硬度。图3(a)-(b)为熔覆层的顶部位置,呈现出等轴枝晶形貌。图3(d)-(e)为熔覆层的中间位置,呈现出从柱状枝晶到等轴枝晶的形貌转变。图3(g)-(h)为熔覆层的底部位置,呈现出明显的柱状枝晶形貌。熔覆层不同位置的组织形貌变化是熔池内温度梯度不同所造成的。熔池底部位置靠近基板,温度梯度大,造成柱状枝晶的生长。而顶部位置热积累显著,温度梯度小,枝晶在各个方向上均匀生长,形成等轴枝晶(图3(k))。激光功率的增加会导致枝晶间区域的减少,在3500 W的激光功率下,没有观察到明显的枝晶形貌。图3(k)和(l)显示了蓝激光热导模式加工和红外激光匙孔模式加工产生的枝晶形貌差异。红外激光加工的熔池主要柱状枝晶组成,底部容易产生孔隙缺陷。图3(m)显示了不同功率下熔覆的显微硬度。熔覆层的显微硬度随着功率的增加而增加。这与图2(g)-(i)中的结果一致。随着功率的增加,基板更多的Ni被熔化并在熔覆层凝固,提高了熔覆层的显微硬度。
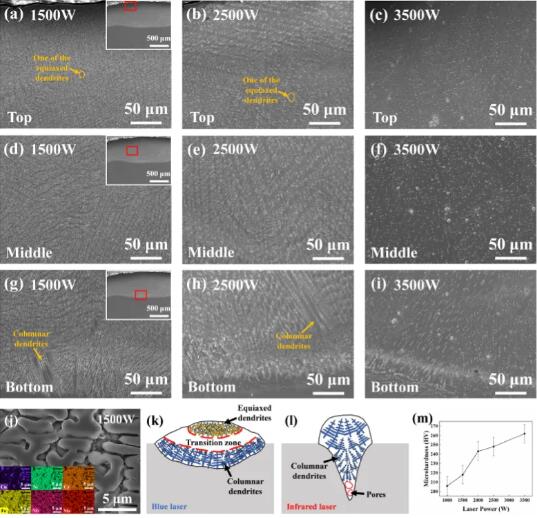 ▲图3 (a-i)熔覆层顶部、中部和底部位置的SEM图像;(j)1500 W下熔覆层的SEM图像和EDS面扫描结果;(k)蓝激光和(l)红外激光熔池微观结构示意图;(m)不同功率下熔覆层的显微硬度
▲图3 (a-i)熔覆层顶部、中部和底部位置的SEM图像;(j)1500 W下熔覆层的SEM图像和EDS面扫描结果;(k)蓝激光和(l)红外激光熔池微观结构示意图;(m)不同功率下熔覆层的显微硬度
总而言之,铜对蓝激光的高吸收率使铜粉能够在宽的工艺窗口内稳定地沉积在镍基板上。3500 W高功率蓝激光可以很好地与大尺寸矩形光斑耦合,在铜的熔覆中实现了62.84 mm2/s的熔覆效率。蓝激光可以在热导模式下沉积铜,这种高度稳定的沉积方法显著促进了铜镍界面元素成分的平稳过渡。与小光斑红外激光相比,大光斑蓝激光加工的熔覆层几乎没有缺陷。
I 上海交通大学特种材料所是金属基复合材料国家重点实验室的重要组成部分,由王浩伟讲席教授担任负责人。团队近期在蓝激光制造领域取得系列进展,15篇相关研究论文发表在《Additive Manufacturing》、《Virtual and Physical Prototyping》、《Welding Journal》、《Journal of Materials Processing Technology》、《Materials Science and Engineering: A》等期刊上。
团队现长期诚聘激光增材制造/激光成形工艺和装备、增材制造材料表征(微观组织、力学性能、疲劳)、增材制造过程同步辐射成像、面向增材制造的超结构设计等方向博士后。联系人:王洪泽 (hz.wang@sjtu.edu.cn)
团队相关领域已发表论文链接:
10.1016/j.addma.2024.104147,10.1016/j.jmatprotec.2023.118068,10.1016/j.jmatprotec.2023.117859,10.1016/j.jmatprotec.2024.118292,10.1016/j.msea.2022.144517,10.1016/j.jallcom.2022.167572,10.1016/j.optlastec.2023.109971,10.1016/j.optlastec.2024.110701,10.1080/17452759.2022.2120405,10.29391/2024.103.018,10.1016/j.addlet.2023.100127,10.1016/j.addlet.2022.100040,10.1016/j.heliyon.2024.e25196
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷