以下文章来源于材料科学与工程 ,作者材料科学与工程
根据3D科学谷的市场洞察,随着增材制造(AM)技术的快速发展,ASHM技术结合了AM和减材制造(SM)工艺,能够在同一设备上实现复杂零件的连续“沉积-铣削”加工。然而,激光AM过程中的温度梯度会导致工件内部残余应力增加,而后续的SM加工又会进一步复杂化这一问题。此外,SM工艺可能在工件表面产生严重的塑性变形,改变原有的微观组织,进而影响工件的服役性能。
近日,哈尔滨工业大学黄永江教授团队的研究揭示了在ASHM过程中,SM-减材制造工艺对IN718合金的微观组织、残余应力和铣削力的影响。高温铣削相较于室温铣削,能够降低铣削力和塑性变形程度,从而延长刀具的使用寿命。这一发现为镍基高温合金等难加工材料的一体化加工制备提供了高精度、高效率的解决方案。
相关论文已发表在《Virtual and Physical Prototyping》期刊,提供了对复杂金属工件在交替循环热力耦合条件下的组织、应力和形状调控的理论指导。
借助《材料科学与工程》的分享,本期3D科学谷与谷友共同领略关于这一研究对行业发展的价值所在。
 ▲论文链接:https://www.tandfonline.com/doi/full/10.1080/17452759.2024.2400329#abstract
▲论文链接:https://www.tandfonline.com/doi/full/10.1080/17452759.2024.2400329#abstract
“IN718的高温铣削相较于室温铣削,能够降低铣削力和塑性变形程度,从而延长刀具的使用寿命。”
3D科学谷发现
3D Science Valley Discovery
关键点:
高温铣削有助于在IN718切削过程中促进动态再结晶,形成更均匀的微观组织。
这种组织的均匀性有助于提高材料的力学性能,降低残余应力的影响。
Insights that make better life

![]() 带温铣削
带温铣削
增材制造(AM)技术的出现不仅大幅提升了工件的生产效率,同时也极大的满足了工业上对大规模个性化加工的需求,在全球范围内得到广泛关注。然而,传统AM技术由于加工精度过低导致工件表面具有较大的粗糙度,二次减材(SM)加工不可避免。近年来,增减材复合制造(ASHM)技术的快速发展则为复杂结构部件的一体化制备提供了一个新思路。作为基于AM技术的计算机数控机床的二次开发技术,ASHM技术集成了AM-增材制造和SM-减材制造工艺,可实现复杂零件在同一设备上的连续“沉积-铣削”加工。然而激光AM过程中产生的温度梯度过大,将不可避免地导致工件内部残余应力增大,后续的SM加工使残余应力的耦合进一步复杂化。此外,SM工艺会在工件表面产生严重的塑性变形,改变AM工件原有的微观组织。不可预测的组织结构和残余应力演变将显著影响ASHM工件的服役性能。
基于上述背景,哈尔滨工业大学黄永江教授团队选择航空、航天工业中应用最为广泛的Inconel718(IN718)镍基高温合金为模型材料,考虑到ASHM中常见的两种SM情况,即冷却后铣削(室温铣削,MC)和AM后立即带温铣削(高温铣削,MAM),通过ASHM设备制备了基于激光定向能量沉积(LDED)的AM和ASHM制造的IN718样品。通过实验、有限元和分子动力学模拟,探究了IN718在ASHM全过程中(包括AM和后续SM)的微观组织、残余应力和铣削力的演变。此研究旨在为复杂金属工件在交替循环热力耦合条件下的组织、应力和形状调控提供理论指导。相关论文以题为LDED-based additive-subtractive hybrid manufacturing of Inconel 718 superalloy: Evolution of microstructure and residual stress发表在增材制造领域顶级期刊《Virtual and Physical Prototyping》(2024,Vol.19,No.1,e2400329)。该文章第一作者为博士生刘昌煜,通讯作者为黄永江教授和宁志良副教授,共同作者有孙剑飞教授、博士生高小余、赵文杰、王楠、吕阳。
 ▲图1 IN718合金的增减材复合制造:(a) 增减材一体设备;(b) IN718原料粉末的SEM图像和XRD (插图);(c) LDED加工工艺;(d) AM样品;(e) MC样品;(f) MAM样品。
▲图1 IN718合金的增减材复合制造:(a) 增减材一体设备;(b) IN718原料粉末的SEM图像和XRD (插图);(c) LDED加工工艺;(d) AM样品;(e) MC样品;(f) MAM样品。
三组样品采用相同的AM工艺制成。AM成型后在MC和MAM样品上表面进行铣削加工,它们的差异在于铣削时样品内部的温度不同。
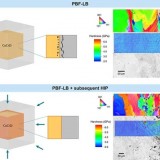
 ▲图2 AM、MC和MAM的IN718合金样品的EBSD图谱:(a) 样品截面的KAM图;(b) 样品截面的BC图;(c) GND密度沿(a)中标记方向的分布。
▲图2 AM、MC和MAM的IN718合金样品的EBSD图谱:(a) 样品截面的KAM图;(b) 样品截面的BC图;(c) GND密度沿(a)中标记方向的分布。
EBSD结果表明,与MAM样品相比,铣削导致的高应变、小角度晶界(LAGBs)以及高几何必须位错密度(ρGND)在MC样品中的分布区域更深。
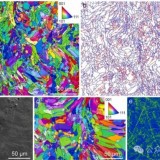
 ▲图3 AM、MC和MAM的IN718合金样品在距离表面不同距离处的透射电子显微镜(TEM)图像:(a1)~(a3) AM样品;(b1)~(b3) MC样品;(c1)~(c3) MAM样品;(a1, b1, c1) 距离表面25 μm处;(a2, b2, c2) 距离表面50 μm处;(a3, b3, c3) 距离表面75 μm处。
▲图3 AM、MC和MAM的IN718合金样品在距离表面不同距离处的透射电子显微镜(TEM)图像:(a1)~(a3) AM样品;(b1)~(b3) MC样品;(c1)~(c3) MAM样品;(a1, b1, c1) 距离表面25 μm处;(a2, b2, c2) 距离表面50 μm处;(a3, b3, c3) 距离表面75 μm处。
透射电子显微镜(TEM)观察到铣削加工使样品的近表面区域产生了梯度纳米晶(GNG)结构。与MC样品相比,MAM样品的GNG结构分布的更深,相同位置下其位错密度也更大。
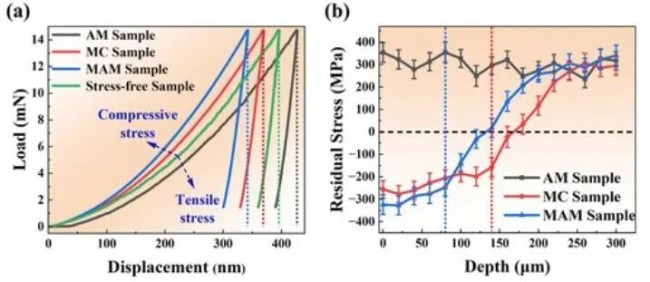 ▲图4 AM、MC和MAM的IN718合金样品的残余应力分布:(a) 最表面纳米压痕的载荷-位移曲线;(b) 沿深度的残余应力分布。
▲图4 AM、MC和MAM的IN718合金样品的残余应力分布:(a) 最表面纳米压痕的载荷-位移曲线;(b) 沿深度的残余应力分布。
铣削加工为样品的表面区域引入了残余压应力。与MC样品相比,MAM样品的最表层残余压应力值更大,但其压应力的分布区域更浅。
 ▲图5 铣削过程有限元模拟:(a) 有限元模拟模型及其网格划分;(b) 室温下的Mises应力和应变云图;(c) 高温下的Mises应力和应变云图;(d) 分别从(b)和(c)的中心区域取截面,分别为中心沿铣削深度的Mises应力分布;(f)、(g)和(h) 不同铣削温度下沿X、Y和Z轴的铣削力。
▲图5 铣削过程有限元模拟:(a) 有限元模拟模型及其网格划分;(b) 室温下的Mises应力和应变云图;(c) 高温下的Mises应力和应变云图;(d) 分别从(b)和(c)的中心区域取截面,分别为中心沿铣削深度的Mises应力分布;(f)、(g)和(h) 不同铣削温度下沿X、Y和Z轴的铣削力。
有限元仿真模拟结果与实际测试结果相符,高温铣削样品的应力分布和铣削力均小于室温铣削样品。
 ▲图6 铣削过程的分子动力学模拟:(a) 模型;(b) 室温和高温铣削中的位错和层错;(c) 室温和高温铣削中的位错总数、总长度和最大滑移深度;(d) 室温和高温铣削中的再结晶原子;(e) 室温和高温铣削中的再结晶原子数统计。
▲图6 铣削过程的分子动力学模拟:(a) 模型;(b) 室温和高温铣削中的位错和层错;(c) 室温和高温铣削中的位错总数、总长度和最大滑移深度;(d) 室温和高温铣削中的再结晶原子;(e) 室温和高温铣削中的再结晶原子数统计。
同TEM的结果相对应,分子动力学模拟结果表明,相比于高温铣削,室温铣削时位错的总数、总长度和最大滑移距离都更大,动态再结晶更强烈,表明在室温铣削下工件表面产生的塑性变形更剧烈。
 ▲图7 MC和MAM的IN718合金样品的塑性变形程度和位错分布示意图:(a) 塑性变形程度示意图;(b) 密集位错;(c) 位错湮灭和重排。
▲图7 MC和MAM的IN718合金样品的塑性变形程度和位错分布示意图:(a) 塑性变形程度示意图;(b) 密集位错;(c) 位错湮灭和重排。
总的来说,本工作探讨了IN718合金在ASHM全过程中的显微组织、残余应力和铣削力的演变规律。SM过程使样品表面产生了梯度塑性变形,导致GNG结构、LAGBs和残余压应力的生成。由于SM时存在较高的内部温度,热软化效应导致高温SM样品所承受的铣削力更低,且动态恢复导致了高温SM样品的GNG结构、LAGBs和残余压应力在深度方向的分布范围更浅。因此,在常用的ASHM工艺中,AM后立即SM的方式在样品表面产生的塑性变形程度较室温SM更低,更低的铣削力以及更小的塑性变形延长了刀具的使用寿命,将在镍基高温合金等难加工材料的一体化加工制备方面展现出高精度、高效率等显著优势。
来源
材料科学与工程 l
哈工大顶刊:高温合金增减材复合制造中的显微组织和残余应力演变
l 谷专栏 l
欢迎高校及科研机构、企业科学家加入谷专栏,与业界分享对推动增材制造发展起关键作用的共性基础科研与应用成果,欢迎扫描下方图片二维码提交您的信息。

白皮书下载 l 加入3D科学谷QQ群:106477771
网站投稿 l 发送至2509957133@qq.com
欢迎转载 l 转载请注明来源3D科学谷