粉末床选择性激光熔化(SLM)3D打印技术在制造轻量化结构、复杂仿生结构方面发挥着独特的作用。然而要得到理想的打印质量和效果,在打印过程中需要考虑的因素很多,三的部落以SLM280金属3D打印机为例对粉末床选择性激光熔化技术和一些影响打印产品性能的因素进行了剖析。

选择性激光熔化3D打印的过程

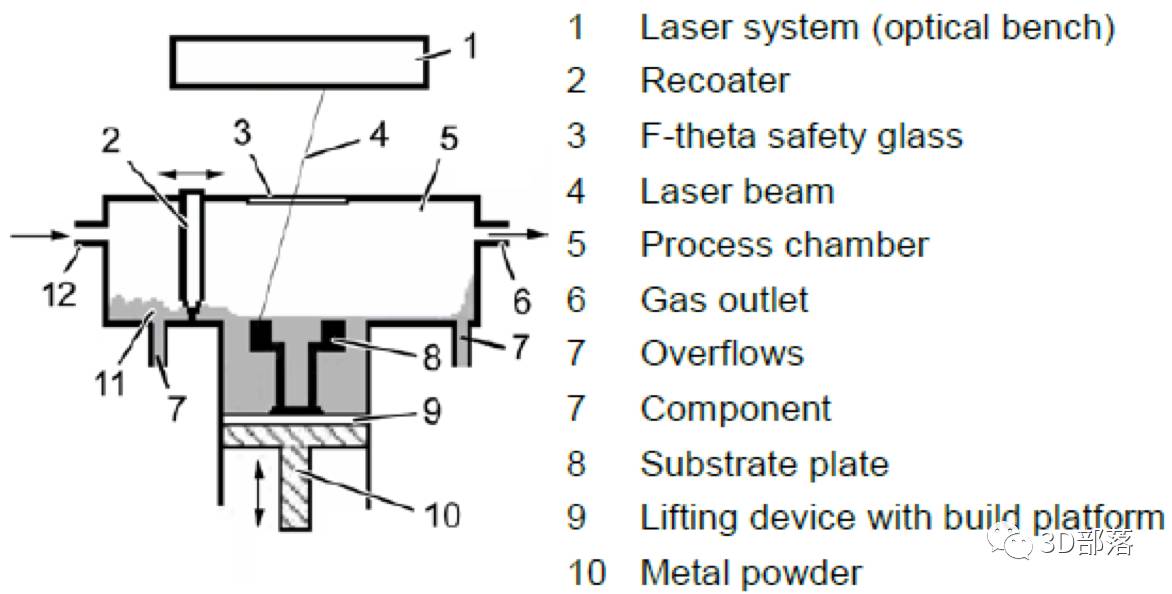
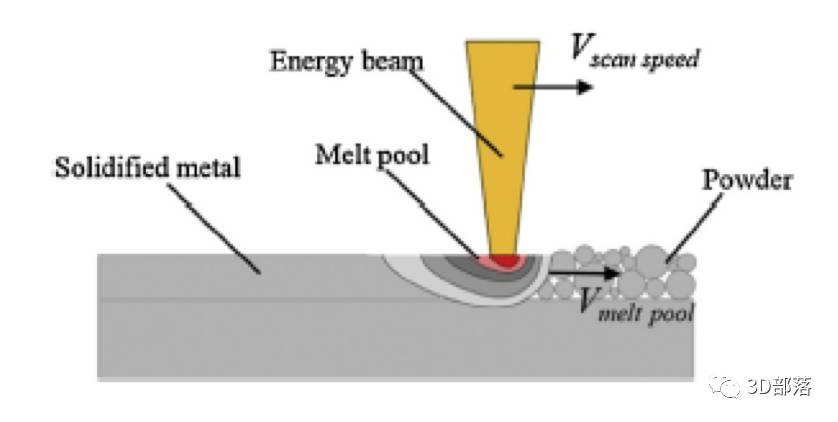
每个最终的零件都是由一层层熔融而成,每熔融一层,平台下降,新的粉末铺满此层重复上述过程。其真正的成型原理是激光将一定能量密度的能量打到粉末层,使得所扫描的区域内粉末达到熔融状态,粉末接收到的能量密度和激光的很多因素有关,比如扫描速度,扫描间距,扫描功率,激光的能量在金属粉末表面形成热影响区形成熔池,熔池影响周围粉末成型焊接效果。
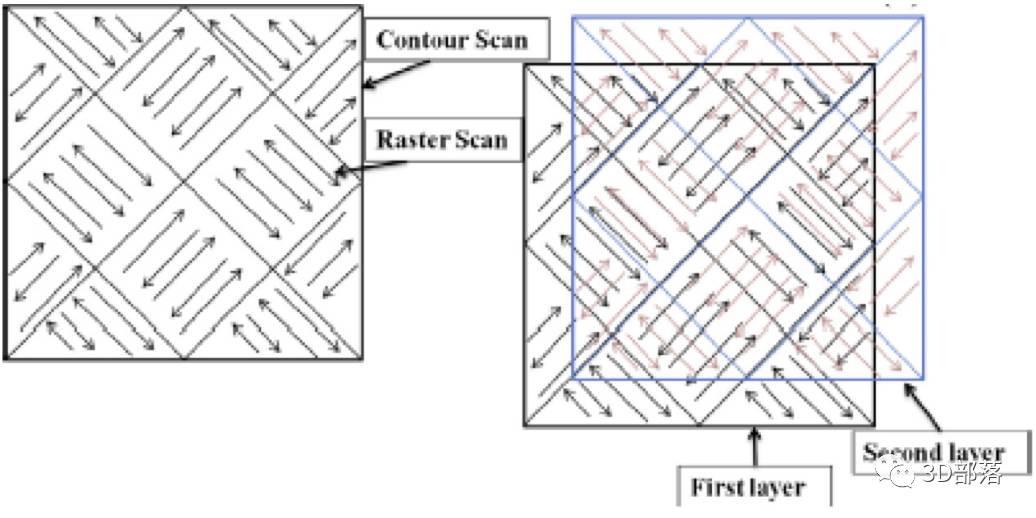
激光会按照一定的规律和方向扫描到需要成型的熔融区域,根据不同材料合理的归化扫描路径,将扫描区域分成条带状、棋盘状等,可以有效的释放零件内部应力,规划每层扫描向量可以减少内部缺陷得到致密度更高,力学性能更好的零件。
影响打印产品性能的因素
那么在这一过程中,从哪几个方面入手才能够提升最终产品性能呢?我们可以通过分析几个影响打印件性能的重要因素来找到答案。
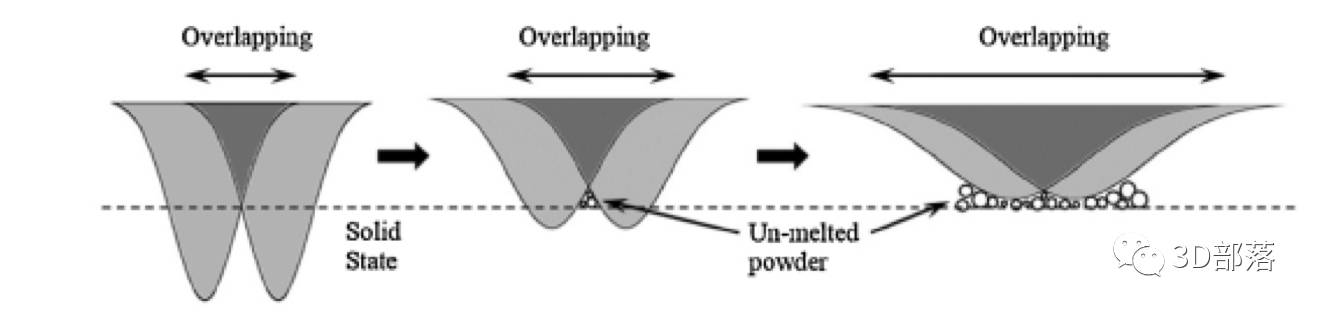
下面是同一种材料在不同扫面间距下的放大图。可以看到,随着扫面间距的扩大到一定的范围,会出现非常明显的内部缺陷:

虽然扫面间距大可以显著提升成型速度,但熔池范围有限,如果间距过大,会使得熔覆宽度的搭接率太小,严重的话会产生图3这种效果。
再来分析另外两个因素:激光功率和扫描速度。这两个因素也是决定能量密度的核心参数,直接影响成型零件的孔隙率,孔隙率又直接影响成品的机械性能等。
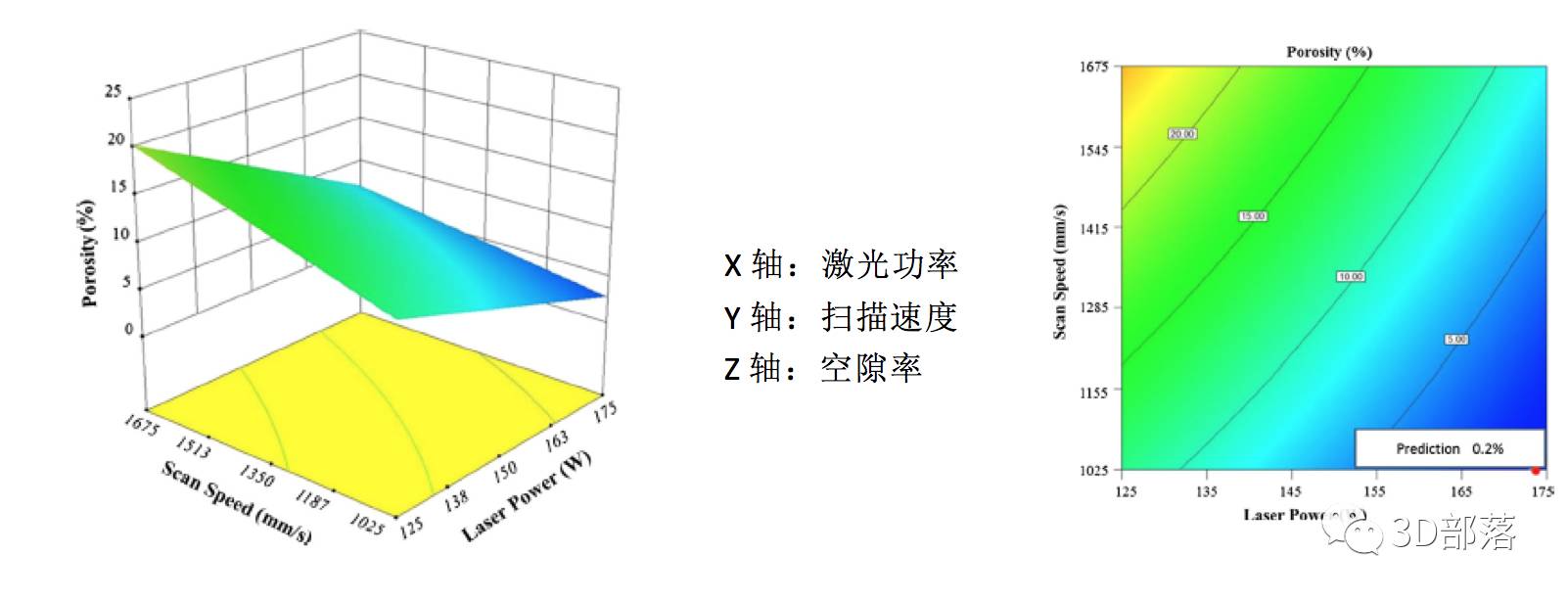
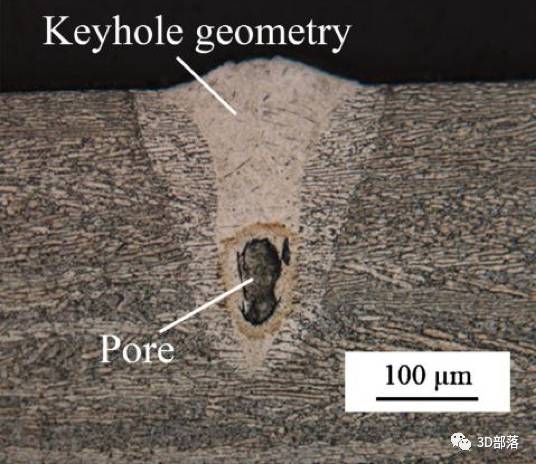
以上图的铝合金为例,随着激光功率的升高和扫面速度的降低会使得零件的孔隙率降低。这种趋势是因为更高的能量密度使得粉末更好的熔融形成的,那么是不是能量密度越高越好呢?当然没那么简单,首先能量太高也会使得零件内部气体不能排除产生空隙。如下图:
很多条件下激光参数产生的结果不是线性的,在高能量密度下这一过程就会变得相对复杂,举个例子:
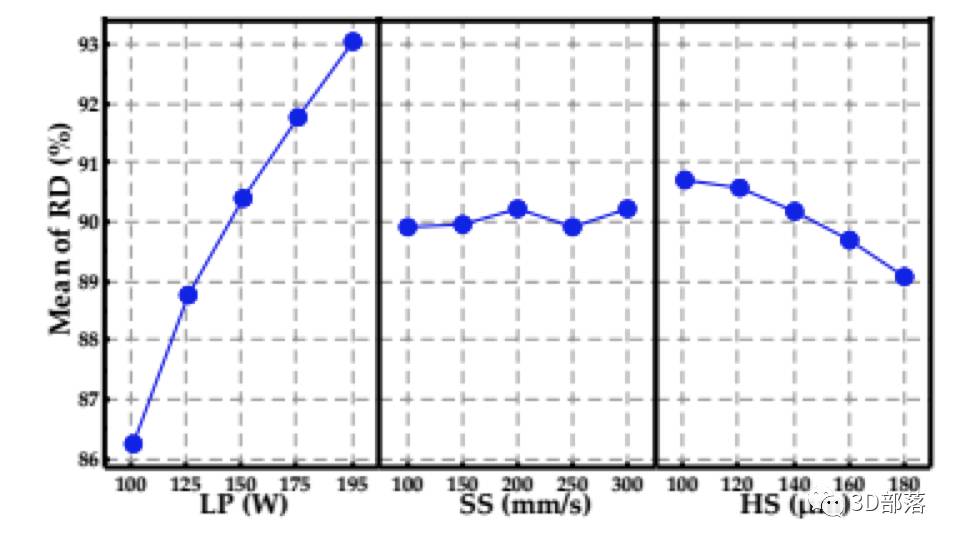
上图是铜合金的研究中,分别给出了激光功率、扫描速度、扫描间距对致密度的影响。可以看出很特别的是随着扫描间距的扩大,能量密度虽然降低了,但是致密度并没有太大变化,这种现象是由包晶和共晶共同影响的。
再来看看不同的光斑直径对打印效果的影响:
光斑不可以过大,同样的能量密度下,随着光斑直径的变大会使得能量集中在上表面,每层下方的粉末不能良好的收到激光熔池的影响有效融化,直接影响零件质量。零件垂直方向的拉伸强度降低,更容易产生裂痕。
综上,只有不断摸索打印工艺才能更好的克服SLM 3D打印技术的弊端,推动这一技术在制造领域的应用。更多技术细节和解决方案请致电三的部落400-690-7753!更多技术分享敬请期待!
文章来源:三的部落
网站投稿:editor@51shape.com